- MVQ smart valve sensor
- Use cases
Customer testimonials and use cases
Seed treatment efficiency
The company Dynavia specializes in coating seeds with fertilizers to promote growth. They implemented many aspects of Industry 4.0, including the MVQ smart valve sensor. The MVQ provides more relevant information than simply "open/closed". Unplanned downtime is reduced since the maintenance and operations teams are able to intervene more efficiently and safely.
Dynavia seed treatment plant:
Factory automation improves reliability
Actemium is the world's leading network dedicated to industrial process. Their field of expertise is to advise, design, construct and maintain industrial turnkey solutions. Actemium support the company PMC Ouvrie in its digitization process.
PMC Quvrie automated its factory with the help of IO-Link technology to improve the stability and reliability of the processes. Originally, all valves were manual, requiring operators to open and close them as necessary. To automate this process, ifm offered the complete solution of smart valve sensor MVQ and IO-Link masters to help the customer to achieve their goal. The IO-Link masters are placed as close as possible to the valves in order to reduce wiring and to prevent wiring mistakes during the installation. High IP-rating of the IO-Link masters enables the customer to create very small and local networks so that wiring time is reduced and wiring cost is minimum.
The process data and other available parameters delivered by the smart sensor allow the customer to implement condition-based maintenance. When failure happens in the plant, the maintenance personnel could identify and troubleshoot the root cause instantly.
PMC - manufacturer of antifoams:
Avoid product contamination in Clean-in-Place process
Clean-in-place (CIP) is a critical process to maintain the quality of food products. If not done correctly, bacteria can live inside pipes, pumps, tanks, etc. and potentially injure people. Temperature and pressure of the water and cleaning agents are important to maintain tight control and ensure wetted surfaces are all cleaned properly.
In this example, Manufacturer A found that their valves were not closing completely due to seal wear. CIP fluid entered their product tanks and, therefore, they were forced to scrap huge amounts of product and dump it down the drain.
The MVQ is able to detect drift of the closed position and alert the plant before cross-contamination occurs.
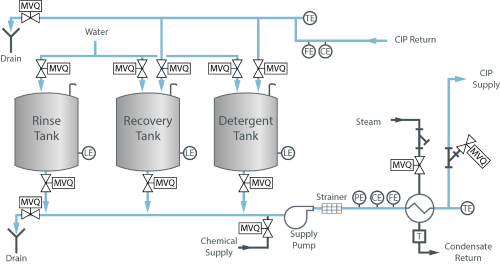
TE = Temperature Sensor, FE = Flow Sensor, LE = Level Sensor, CE = Conductivity Sensor, PE = pH Sensor
Eliminate production stops due to clogged valves
Precise volumes of glue are required when dispensing onto a work piece. Commonly, valves are used to control the amount of glue being dispensed. Unexpectedly, Manufacturer B finds that their operation has stalled and discovers glue causing the valve to stick. The MVQ continuous feedback informs the controller that the time-to-close is increasing. This allowed the manufacturer to clean the system before an unplanned stop occurred.
Manufacturer C produces black tar, which clogged a valve. The pump continued to run even though no tar was flowing. Once a critical state was reached, the valve physically broke. Afterward, the MVQ was implemented, preventing this catastrophic failure from occurring again.