Monitorizarea nivelului cu control al reaprovizionării pentru o instalație de turnare
Utilizare caz
Vizualizarea și analiza nivelurilor cu moneo RTM și controlul proceselor logistice interne
Rășina și întăritorul formează împreună rășina de turnare; o componentă cheie în producția de senzori. Turnarea cu aceste materiale ajută la protejarea componentelor electronice de șocuri, vibrații și umiditate.
Disponibilitatea rășinii și a întăritorului în recipiente este esențială pentru a menține fiabilitatea și calitatea produselor în timpul procesului de producție. Prin urmare, trebuie monitorizate nivelurile din recipientele de rășină și de întăritor. În plus, procesele de logistică internă pentru reaprovizionarea materialelor trebuie să fie automatizate.
Situația inițială
Până în prezent, sistemul de control intern al instalației a monitorizat nivelul actual al recipientelor care conțin componentele. O schimbare necesară a recipientului este indicată de o lampă de semnalizare. Materialul pentru reaprovizionarea instalației trebuie să fie solicitat în mod activ prin poștă de la depozitul central. Nu există un control automat al reaprovizionării.
O altă problemă a fost că anumite materiale au fost furnizate prea devreme. Acest lucru a dus la utilizarea materialelor după data de expirare reală.
În plus, înainte de utilizare, rășina și întăritorul trebuie să se aclimatizeze la mediul de producție. În perioada lunilor mai reci, mai ales, livrarea cu puțin timp înainte a materialului a generat diverse probleme, mai ales dacă nu exista timp suficient pentru ca acesta să se adapteze la temperatura ambientală.
Scopul proiectului
În prezent, obiectivul este de a stabili o aprovizionare a fabricii cu materii prime orientată spre cerere. Acest lucru include monitorizarea nivelului recipientelor. În plus, ideea este de a introduce un proces automatizat de comandă pentru reaprovizionarea materiilor prime, pentru a asigura disponibilitatea acestora la punctul de utilizare.
Implementare
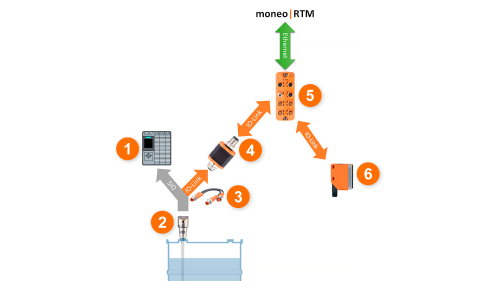
Software-ul moneo RTM este instalat la nivel central pe un server. Magistrala IO-Link este conectată la server prin intermediul unui VLAN intern în cadrul rețelei IT a companiei. Senzorii de nivel sunt conectați la magistrala IO-Link prin intermediul IO-Link.
Senzorii de nivel sunt deja instalați în instalație și transmit nivelul curent către sistemul de control al instalației. Pentru a se asigura că acest caz de utilizare poate fi implementat fără a afecta sistemul original de control al instalației, se utilizează calea Y.
moneo RTM este conectat la modulul SAP MM* și la modulul SAP PM** prin intermediul interfeței SFI. moneo RTM trimite alarmele/evenimentele definite către SAP prin intermediul interfeței SFI. În funcție de procesul real, prelucrarea ulterioară este efectuată în modulul SAP MM sau PM.
O nerespectare a pragului declanșează procesul de solicitare a comenzilor în depozitul central aflat la câțiva kilometri distanță. Acest proces se finalizează cu materialul care este disponibil în producție, în timp ce senzorul de nivel indică faptul că recipientul este din nou plin. Acest lucru este denumit Controlul reaprovizionării SFI.
*Modul SAP MM = modulul Managementul materialelor pentru planificarea și controlul fluxului de materiale în cadrul unei companii
. **Modulul SAP PM = modulul Întreținerea fabricii pentru gestionarea tuturor comenzilor de întreținere și de service în cadrul unei întreprinderi.
Rezultatul
- Optimizarea proceselor, de la întreținerea în funcție de timp până la controlul proceselor logistice interne
- Conectarea la sistemul SAP prin intermediul interfeței SFI
- Reordonarea internă, automatizată, a materiilor prime în SAP prin intermediul Controlul de reaprovizionare SFI
- Prin capturarea valorilor senzorilor și utilizarea software-ului moneo, pot fi înregistrate și vizualizate clar informații detaliate despre niveluri
- Răspuns rapid la modificarea parametrilor de proces prin gestionarea integrată a alarmelor
- Reumplerea mediilor în funcție de necesități prin procese de reaprovizionare automatizate
- Detectarea depășirii și a scăderii pragurilor
- Utilizarea optimizată a instalației prin asigurarea disponibilității mașinilor și creșterea calității procesului
- Conversia valorilor senzorilor în informații relevante pentru proces prin intermediul modelării datelor (valori calculate)
Structura sistemului
În cadrul aplicației sunt utilizate două recipiente, fiecare echipat cu câte un senzor de nivel. Ca atare, componentele 3 și 4 sunt necesare de două ori.

Tabloul de bord
Tabloul de bord oferă utilizatorului o imagine de ansamblu asupra tuturor valorilor relevante ale procesului.
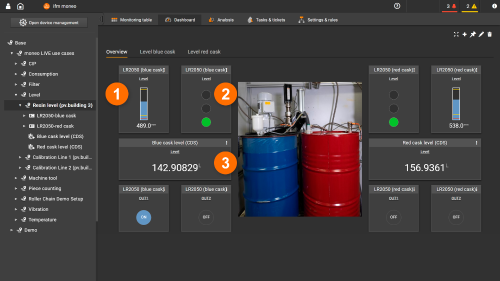
- Nivelul de umplere actual al rezervorului în mm
- Display cu lumini de semnalizare pentru valoarea de avertizare și de alarmă a nivelului
- Nivelul de umplere actual al rezervorului în litri
Analiză
Analiza face posibilă observarea consumului anterior în istoric. Acest lucru permite formularea de concluzii cu privire la utilizarea capacității instalației. În plus, este posibilă estimarea duratei de viață preconizate a unui recipient. Aceste informații obținute pot ajuta logistica internă să optimizeze în mod consecvent furnizarea de materiale.

Reguli de procesare a tichetelor
Valorile pentru pragurile de avertizare și de alarmă inferioare și superioare sunt definite pentru fiecare dintre cei doi senzori de nivel. Aceste valori se bazează pe experiența de întreținere.
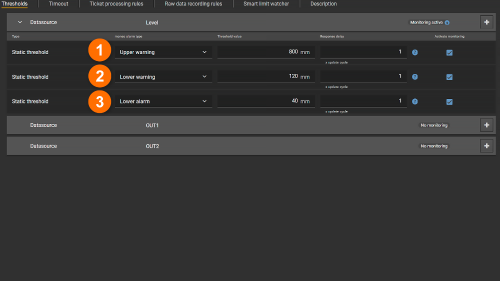
- Avertizare limită superioară = resetarea tuturor tichetelor după înlocuirea recipientului
- Avertizare limită inferioară = reordonarea și furnizarea unui nou recipient la instalație
- Alarma limită inferioară = înlocuirea recipientului în instalație
Gestionarea regulilor de procesare a tichetelor
Expertul pentru reguli de procesare a tichetelor facilitează definirea acțiunilor care urmează să fie executate atunci când apar avertismente și alarme.
În cazul următor, procesarea tichetelor se realizează prin intermediul interfeței SFI cu modulul SAP MM și PM. În cazul în care nivelul scade sub prag, interfața SFI transmite modificarea pragului către modulul SAP MM sau PM în paralel cu mesajul din moneo. În acest caz, procesul de control al reaprovizionării este declanșat automat.
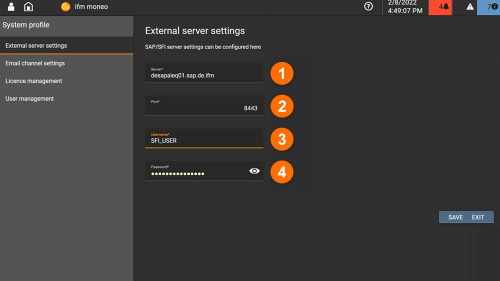
Conectarea moneo la sistemul SAP
- Adresa serverului SAP/SFI
- Portul serverului SAP SFI
- Utilizator SAP/SFI
- Parola utilizatorului SAP/SFI
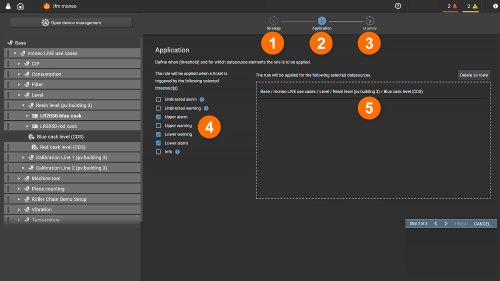
Configurarea regulii de procesare a tichetelor
- Definește ce regulă se aplică
- Definirea pragurilor (4) și a surselor de date (5)
- Definește gradul de urgență al avertismentelor sau al alarmelor
- Definirea valorilor limită relevante
- Definirea surselor de date corespunzătoare
Mesaj în sistemul SAP
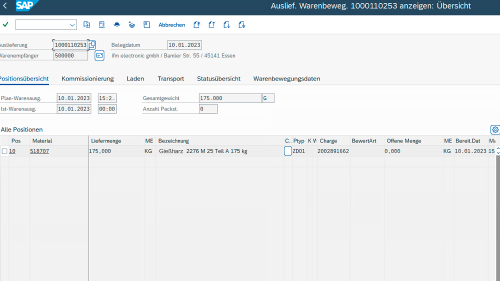
Document material în modulul SAP MM
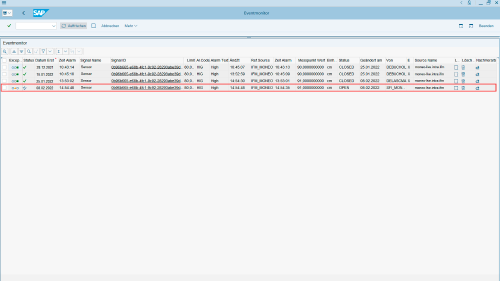
Ordin de întreținere în modulul SAP PM
Controlul reaprovizionării SFI
Controlul de reaprovizionare SFI este utilizat pentru a solicita și furniza automat consumabile. În cazul în care pragul de avertizare inferior definit al unui recipient este sub pragul de avertizare, se creează un tichet de avertizare în moneo. Acest tichet este transmis către sistemul SAP prin regula de procesare a tichetelor care a fost configurată. În acest caz, este vorba de modulul SAP MM. Se generează automat un document prin care se solicită furnizarea promptă a materialului necesar.
Acest document este procesat în depozitul central, de unde materialul corespunzător este transportat la locația articolelor prelevate. Dacă pragul inferior de alarmă este sub nivelul minim, persoana responsabilă de instalație poate înlocui imediat recipientul gol cu recipientul plin furnizat. Pentru a asigura detectarea corectă a unei schimbări de recipient, este monitorizat și pragul de alarmă superior al recipientelor. În cazul în care pragul superior este depășit, moneo și modulul SAP MM remediază încălcarea inițială a pragului inferior.
Pentru a preveni încălcarea pragului în timpul schimbării recipientelor sau al altor lucrări de întreținere, un senzor optic monitorizează starea de închidere a ușii în spatele căreia se află cele două recipiente. Dacă ușa este deschisă, valoarea de proces a senzorului este suprascrisă atât timp cât ușa rămâne deschisă. Acest lucru a fost realizat cu ajutorul funcției Data Flow Modeler.
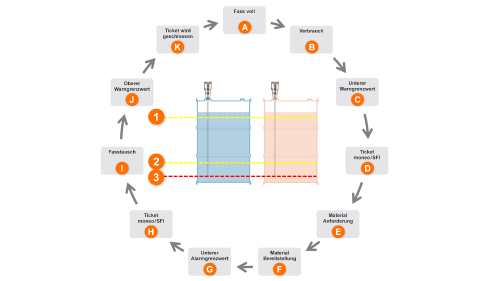
- Prag superior de avertizare
- Prag inferior de avertizare
- Prag inferior de alarmă
- Recipientul este plin
- Conținutul recipientului este consumat în timpul procesului de producție
- Nivelul atinge pragul inferior de avertizare
- Se generează un tichet în moneo și se transmite din sistemul SAP prin intermediul interfeței SFI. În același timp, se rezolvă tichetul referitor la depășirea pragului superior de avertizare din timpul schimbării precedente a recipientului.
- Un nou material este solicitat în sistemul SAP și generează un tichet în depozitul central ifm
- Materialul nou este transportat de către serviciul de logistică ifm la locația articolelor prelevate.
- Nivelul atinge pragul inferior de alarmă
- Se generează un tichet în cadrul moneo, iar persoana responsabilă cu instalația este informată cu privire la o schimbare necesară a recipientului prin intermediul modulului SAP PM
- Recipientul gol este înlocuit cu recipientul plin furnizat.
- Prin urmare, nivelul atinge pragul superior de avertizare atunci când se schimbă recipientul
- Când se atinge pragul superior de avertizare, se rezolvă tichetul de nerespectare a pragului inferior de avertizare
Valori calculate
Valoarea următoare este calculată suplimentar în funcție de nivel.
Nivelul de umplere actual al rezervorului în litri
Având în vedere că suprafața la sol a recipientului este cunoscută, cantitatea de umplere poate fi determinată cu ușurință folosind formula suprafață la sol x nivel.
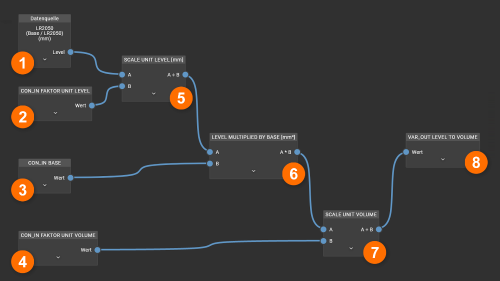
- Nivelul de umplere actual al rezervorului în mm
- Factor de conversie a unității de măsură a sursei de date, aici 1 = mm
- Suprafața de bază a rezervorului în mm²
- Factorul de conversie a unității de ieșire, aici 1.000.000 = litri
- Scalarea unității în mm
- Suprafața de bază în mm² înmulțită cu nivelul în mm = volum în mm³
- Scalarea unității de ieșire din mm³ în litri (dm³)
- Volumul în litri ca rezultat al calculului
Deviere a valorii de proces cu ușa deschisă
Modelul fluxului de date descris mai jos este utilizat pentru monitorizarea ușii pentru a reduce riscul de comandă incorectă care rezultă din declanșarea involuntară a pragului în timpul unei schimbări de recipient sau al unor lucrări de întreținere la recipientele cu rășină turnată:
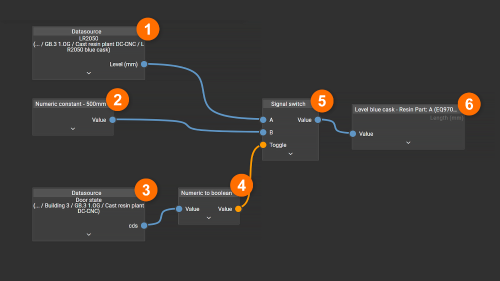
- Nivelul actual al rezervorului în mm (valoare de intrare)
- Constanta fixă cu care trebuie să fie deviată valoarea de ieșire
- Intrare de declanșare pentru a activa devierea
- Blocul de funcții double to boolean - conversia valorii numerice într-o valoare bool: adevărat = 1 / fals = 0
- Blocul de funcții comutator de semnal intrarea A este emisă de îndată ce intrarea de comutare este fals=0 sau intrarea B este emisă de îndată ce intrarea de comutare este adevărat=1.
- Rezultat (valoare de ieșire)


