- moneo:IIoTプラットフォーム
- ユースケース
moneo RTMによるナックルジョイントプレスのサイクル数カウント
品質管理のための数量ベースのプロセス監視
圧力センサの最終検査用ワークステーションでは、さまざまなタイプの生産機器が使用されます。テストでは、M12コネクタを介して生産機器と圧力センサの電気接点が確立されます。
このプロセスが頻繁に繰り返されることにより、生産機器のソケットが摩耗します。これまでは、時間ベースでソケットのメンテナンスが実施されていました。より効率的な資源利用のため、数量ベースのメンテナンスへのシフトが計画されています。
![]()
初期状態:
これまでは、吊上げとクローズのサイクルは記録されず、文書化も表示もされていませんでした。しきい値の監視や、アラームおよび情報システムは使用されていないため、メンテナンスプロセスの透明性が欠如していました。摩耗部品は毎月交換されていました。生産機器の故障による計画外のプロセス停止により、巨額のコストが発生していました。履歴データがないため、計画的なシナリオを作成できませんでした。
![]()
プロジェクトの目的:
摩耗部品をニーズベースのメンテナンスへシフト。この目的で、吊上げとクローズの動作を位置センサを使用して検出します。リミット値に達すると、対応する情報(アラーム)が生成されます。
![]()
実装:
ifm prover gmbhで、moneo|RTMが中央のサーバにインストールされます。IO-Linkマスタは社内VLAN経由でサーバに接続されます。
ifmは幅広いオートメーションコンポーネントを提供します。このアプリケーションではDX2055多機能IO-Linkディスプレイがアプリケーションのすべての要件を満たすため、選ばれました。
ケース1 – 絶縁テスト:吊上げサイクルの検出用の位置センサ。
ケース2 – 漏れテスト:保護カバーのクローズサイクル検出用の位置センサ。
両方のセンサがDX2055多機能IO-Linkディスプレイに接続されます。カウンタ値がIO-Linkマスタ経由でmoneo RTMに伝送されます。両方のプロセス値により、それぞれのワークステーションで生産された数量に関する結果を導き出すことができます。メンテナンス後、DX2055多機能IO-Linkディスプレイはキー操作スイッチでリセットされます。
![]()
その結果、
メンテナンスプロセスが明確になりました。リソースの利用は最適化され、コストが削減されました。
![]()
結論:
切替えは成功しました。投資の回収は1.4年で達成される予定です。
システムの構造
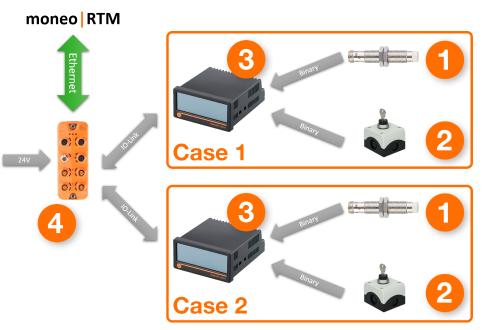
- 誘導式センサ(IFC246)
- 最適なリセットオプション(キー操作スイッチなど)
- 多機能IO-Linkディスプレイ(DX2055)
- IO-Linkマスタ(AL1350)
ダッシュボード
moneoダッシュボードの概要を把握しましょう。ダッシュボードには、このプラントの重要なプロセス値の概要が示されます。
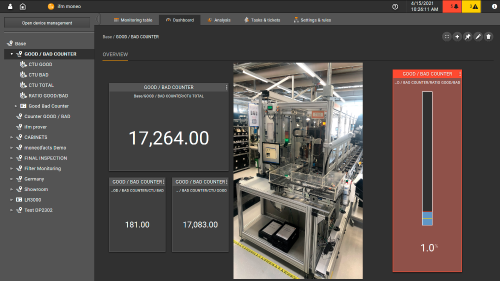
- 現在のカウント(絶縁テスト)
- 警告値およびアラーム値の信号機表示(絶縁テスト)
- 警告値およびアラーム値の信号機表示(漏れテスト)
- 現在のカウント(漏れテスト)
タスクとチケット:リミット値の管理
各プロセス値に対して個別にしきい値を定義します。これによりメンテナンスを適時に通知できます(ダッシュボードおよび/またはメールでのアラートを定義可能)。
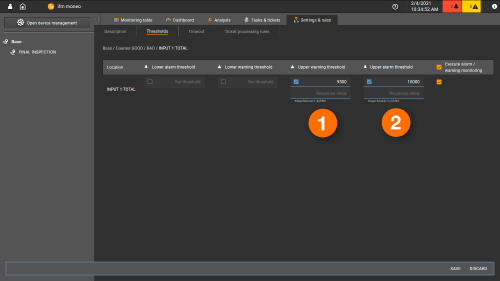
アプリケーション固有:
- 警告しきい値(黄):フィルタ交換がまもなく必要です。メンテナンス部門にメールで通知されます。
- アラームしきい値(赤):直ちにフィルタ交換が必要です。メンテナンス部門および生産部門にメールで通知されます。
チケット処理ルールの管理
組込みのウィザードによる、警告およびアラームルールに基づくメールアラートの定義
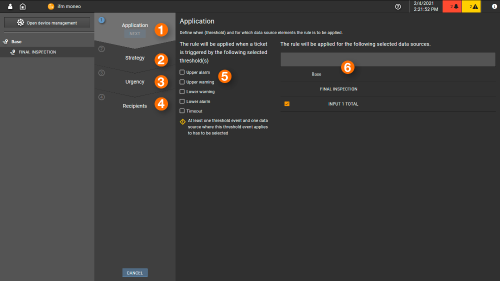
- しきい値(5)とデータソース(6)の定義
- どのルールが適用されるかを定義
- 警告またはアラームの緊急度を定義
- メール受信者を定義
- 関係するしきい値を定義
- 対応するデータソースの定義
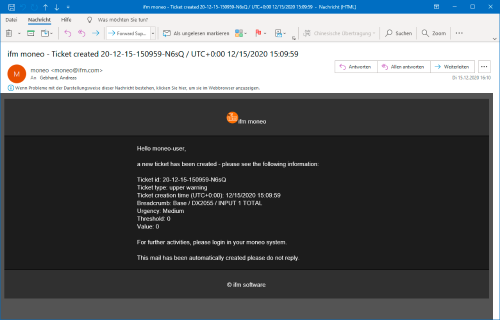
moneo内で生成されるメールには、既に次のチケット情報が含まれます。
- 影響されるデータソース
- 超過または未達の値
- チケットの優先度
- タイムスタンプ


