Macchina utensile: contatore di energia con interfaccia Modbus TCP
Use Case
Monitoraggio di energia elettrica di una macchina utensile
Rilevamento, visualizzazione e analisi di energia elettrica tramite contatori di energia con interfaccia Modbus TCP e moneo RTM. Vista la complessità di una macchina utensile è opportuno monitorarla in modo particolare dal punto di vista energetico. Da un punto di vista fisico, sono installate varie utenze che influenzano la produzione di energia induttiva e capacitiva in modi diversi. Ciò può avere un effetto significativo sui costi energetici.
Situazione iniziale
Senza un rilevamento mirato, il fabbisogno di energia elettrica può essere determinato solo come valore complessivo. Non è possibile assegnare il fabbisogno di energia elettrica alle singole applicazioni e ai singoli pezzi. L'entità della potenza attiva e apparente e il fabbisogno energetico per pezzo sono componenti energetiche sconosciute.
Obiettivo del progetto
Fabbisogno energetico trasparente per ottimizzare il consumo di energia
Il fabbisogno di energia della macchina utensile deve essere rilevato, salvato e tenuto a disposizione per analisi successive. A tal fine si misura la potenza reattiva, apparente e attiva e si determina il fattore di potenza.
Realizzazione
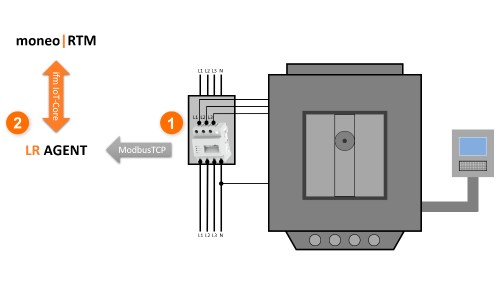
Lalimentazione di energia del parco macchine è garantita da binari elettrificati, situati sotto il soffitto. La macchina utensile è stata collegata tramite una cassetta di derivazione che la protegge anche dalle sovracorrenti.
Per rilevare tutti i dati relativi al fabbisogno di energia della macchina utensile è stato installato un contatore di energia trifase con interfaccia Modbus TCP, collegato alla scatola di derivazione.
I registri Modbus richiesti possono essere letti in modo affidabile tramite LR Agent. In moneo RTM hanno luogo il monitoraggio e l'analisi dei valori e il calcolo diretto dei costi di consumo da sostenere.
Risultato
Consumo di energia elettrica e stato della macchina sotto controllo
Trasparenza nel fabbisogno di energia con moneo RTM
- Rilevamento del consumo di energia elettrica dell'area di lavoro relativa al processo.
- Informazioni centralizzate sul consumo di energia elettrica.
- Calcoli per determinare il costo dell'energia elettrica consumata nel range graduato.
- Visualizzazione della potenza totale assorbita nel complesso
- Visualizzazione della potenza totale assorbita attualmente
- Visualizzazione della tensione, della corrente e della potenza attuali per tutte e tre le fasi
- Visualizzazione delle correnti reattive e delle potenze reattive attualmente presenti
- Visualizzazione delle correnti reattive totali e delle potenze reattive sostenute
- Calcolo dei costi totali sostenuti tramite "Valori calcolati"
- Calcolo dei costi da sostenere attualmente tramite "Valori calcolati"
- Deduzione dai valori di consumo: consumo totale, consumi di picco, consumo del carico di base / standby, consumo durante il periodo di non produzione, correnti reattive e potenze reattive generate
Struttura del sistema
- Contatore di energia Siemens 7KT1260
- LR Agent

Dashboard
La dashboard fornisce all'utente una panoramica dei valori di processo rilevanti per questo impianto.

- Fase 1 (L1): Valori attuali letti di corrente, tensione e potenza
- Fase 2 (L2): Valori attuali letti di corrente, tensione e potenza
- Fase 3 (L3): Valori attuali letti di corrente, tensione e potenza
- Costi attuali all'ora + fabbisogno attuale di potenza
- Costi totali + fabbisogno complessivo di potenza

- Fase 1 (L1): Fattore di potenza attuale, potenza apparente e potenza reattiva
- Fase 2 (L2): Fattore di potenza attuale, potenza apparente e potenza reattiva
- Fase 3 (L3): Fattore di potenza attuale, potenza apparente e potenza reattiva
- Fattore di potenza totale
- Potenza apparente totale (+/-)
- Potenza reattiva totale (+/-)
Analisi
Quando la potenza reattiva prodotta viene valutata nell'analisi moneo, si può notare che la macchina utensile funziona in un range molto sfavorevole. Il fattore di potenza si muove perlopiù in un range negativo durante il funzionamento.
È urgente analizzare ed eliminare la causa. Ma in questo caso specifico descritto non vengono attuate misure perché la macchina utensile rimarrà in questa sede solo per un periodo di tempo limitato e, sotto laspetto economico-aziendale, non vale la pena compensare le potenze reattive in questo lasso di tempo.
I dati vengono registrati e utilizzati per progettare il sistema di compensazione della potenza reattiva per la nuova sede a lungo termine.
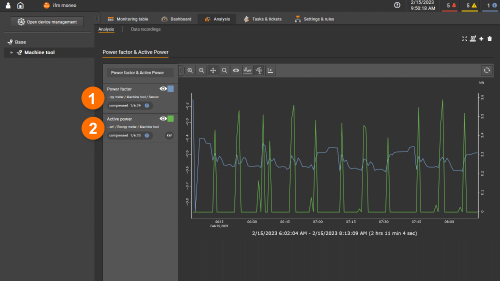
- Fattore di potenza
- Potenza attiva assorbita attualmente
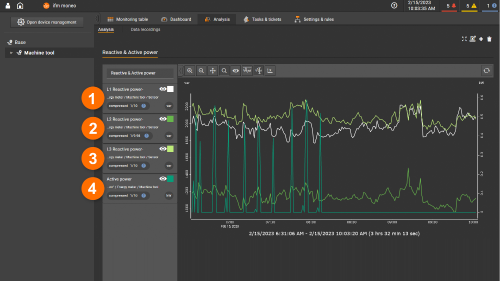
- Potenza reattiva L1
- Potenza reattiva L2
- Potenza reattiva L3
- Potenza attiva assorbita attualmente
Calculated Values: valori calcolati
Flusso di dati per convertire in watt in kW
Le grandezze di misura fornite dal contatore di energia nei registri Modbus vengono lette in rapporto uno a uno tramite l'LR Agent e registrate in moneo. Non sempre hanno l'unità desiderata. Solitamente i valori di potenza vengono espressi in kilowatt. Tuttavia, l'unità SI standardizzata, indicata anche nei registri, è il watt. La grandezza di ingresso (W) viene convertita nell'unità desiderata (kW) mediante un flusso di dati.
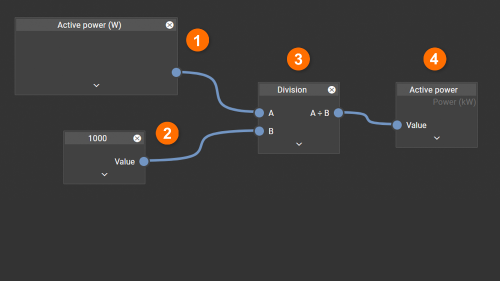
- Potenza assorbita attuale in watt
- Costante: divisore per la conversione in kilowatt
- Divisione
- Potenza assorbita attuale in chilowatt
Un ulteriore supporto per la valutazione e l'analisi dei valori di consumo è il calcolo dei costi della potenza assorbita. Normalmente vengono fatturati dal fornitore in kilowattora, per cui la potenza assorbita convertita in kilowattora nel flusso di dati precedente viene utilizzata come grandezza di base. Vengono creati in totale due flussi di dati:
1. calcolo dei costi con la potenza assorbita attuale
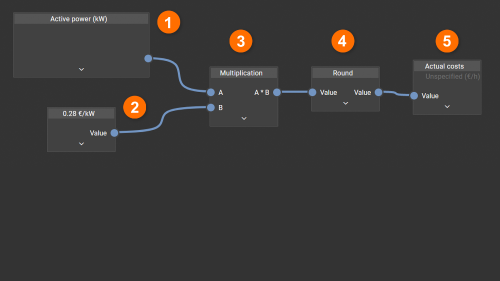
- potenza assorbita attuale in chilowatt
- Costante: costi per ogni kilowattora
- Moltiplicazione
- Arrotondamento a 2 cifre decimali
- Costi allora che si sostengono attualmente
2. Calcolo dei costi della potenza assoluta assorbita

- Costi allora che si sostengono attualmente
- Costante: costi per ogni kilowattora
- Moltiplicazione
- Arrotondamento a 2 cifre decimali
- Costi totali sostenuti


