James Jones & Sons Vibration Case Study
Through five generations of family ownership, James Jones & Sons has manufactured the widest range of sawn timber products including carcassing, fencing, palletwood, heavy sections and, more recently, engineered timber products and is now regarded as one of the most innovative and efficient timber processors in Europe.
Due to the high demand in their products, keeping production running is a major priority for James Jones. For this reason they turned to trusty German manufacturer, ifm electronic gmbh, when they decided to look into condition based maintenance of their machines.
Having consulted with ifm, James Jones & Sons decided to invest in ifm's VSE vibration modules and sensors to help them detect faults before they become serious and also to ensure production uptime.
Once the VSE was fitted and had monitored the critical bearing over a couple of weeks, the data showed that the bearing frequency trends were increasing over time on the unit. Based on this information, James Jones decided to remove the unit from service and install a new motor.
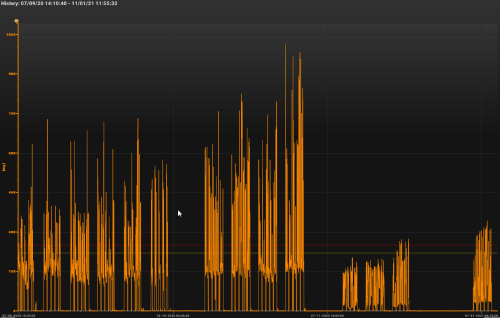
However as can be seen in the trend, the bearing frequency levels quickly started to increase. So more in-depth analysis was required.
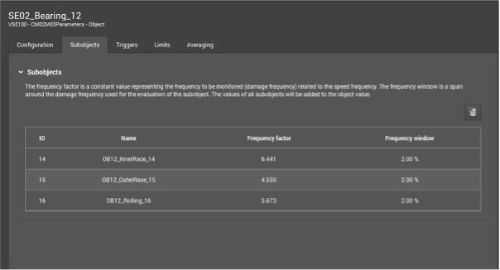
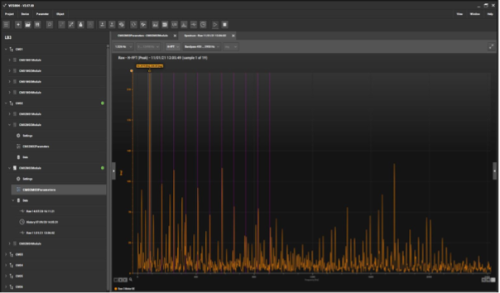
Knowing the bearing frequencies enabled an accurate diagnosis of the fault, which shows as an outer race defect.
The level of activity was surprising as the unit had not been in operation for very long. It was decided to see what the rate of change on the levels would be over the next few days.
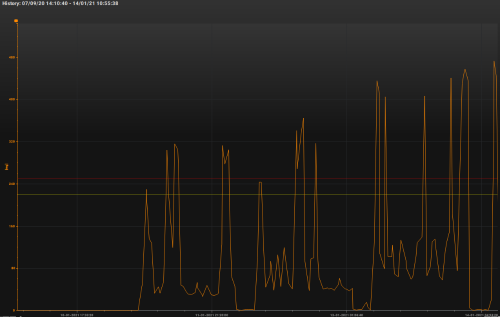
Due to the large increase in the bearing levels over three days, it was decided to replace the drive end bearing.

On inspection of the bearing, the outer race damage is visible, the cause is electrical fluting.
Electrical fluting occurs when a current is passed through the motor bearing instead of a grounded source. PWM (Pulse Width Modulated) drive switching frequencies result in undesirable motor shaft currents, a side effect that causes bearing damage within the motor through pitting and fluting. The audible noise generated by the damaged bearings increases and motor failure soon follows.
Return On Investment and Savings
- Monitoring cost per asset = 1 x VSE100, 4 x VSA001 and cables. Total cost £1,324
- Cost of training to use the system and analysis Total cost £2,060
- Cost of new motor = £1,200
- Length of time to replace/repair the motor = 3 hours
- Cost of lost production = £18,000
- Man hours saved = 9 hours as 3 men would be needed.
So far 3 bearing faults have been detected.
Total savings achieved £57,600 and 27 man hours saved