- moneo: IIoT-plattform
- Use cases
Detaljräkning av godkända/icke-godkända detaljer producerade med hjälp av moneo RTM
Räkning av godkända/icke-godkända detaljer i PT in-line-systemet
På ifm prover produceras olika komponenter för tryckgivare i en automatiserad produktionsanläggning. I slutet av produktionsprocessen separeras de godkända och icke-godkända detaljerna.
Vid sorteringen används en griparm. För kvalitetskontrollen, bestäms den kvantitativa distributionen för att möjliggöra analyser för bestämning av produktkvaliteten och produktionsprocesserna.
![]()
Den inledande situationen:
Den producerade kvantiteten övervakades inte centralt och volymen av godkända och icke-godkända detaljer registrerades inte. Produktionspersonalen informerades inte om förekomsten av icke-godkända detaljer och det fanns ingen överblick över tillverkade kasserade detaljer. Hela processen saknade transparens. En optimering baserad på planeringsscenarier var inte möjlig på grund av bristen på historikdata.
![]()
Projektets syfte:
Införande av ett konsekvent kvalitetssäkringsförfarande genom räkning och analys av godkända och icke-godkända producerade detaljer och optimering av tillverknings- och nedströmsprocessen (t.ex. reparation av icke-godkända detaljer).
![]()
Implementering:
Hos ifm prover gmbh är moneo RTM centralt installerad på en server. De producerade detaljerna sorteras och separeras i godkända/icke-godkända detaljer med hjälp av två rännor. En fotoelektrisk givare per ränna installerades för att räkna antalet detaljer som transporteras på transportbandet.
Den multifunktionella IO-Link-displayen visar båda räknarna. Den överför dem som en IO-Link-signal till IO-Link-mastern. IO-Link-mastern tillhandahåller processdata för visualisering, beräkning och analys i moneo RTM.
![]()
Resultatet:
En effektiv kvalitetsäkringsprocess har implementerats vilket förbättrar process- och produktkvaliteten. Reparationer nedströms har optimerats. Det är nu möjligt att snabbt reagera på grund av ändrade processvärden. Åtgärderna har redan visat sig vara kostnadseffektiva.
![]()
Slutsats:
Tack vare förändringen uppnås alla mål.
Systemstruktur med IO-Link-master
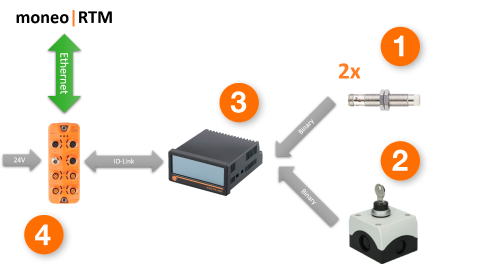
- Induktiva givare (IFC246: 1 givare för godkända detaljer/1 givare för icke-godkända detaljer)
- Återställningsfunktion (t.ex. nyckelbrytare)
- Multifunktionell IO-Link-display (DX2055)
- IO-Link-master (AL1350)
Manöverpanel
moneos manöverpanel i grova drag. Manöverpanelen ger användaren en överblick över alla relevanta processvärden för denna anläggning.
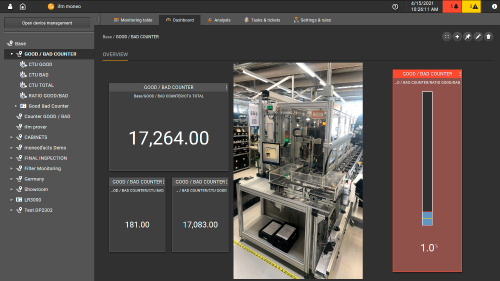
- Aktuell total produktionskvantitet (beräknad från godkända [2] och icke-godkända [3] detaljer)
- Räknare icke-godkända detaljer
- Räknare godkända detaljer
- Kvoten mellan icke-godkända och godkända detaljer
- Trafikljus för kvoten ( <0.5 % = green, >0,5 % gul, >1,0 % = röd )
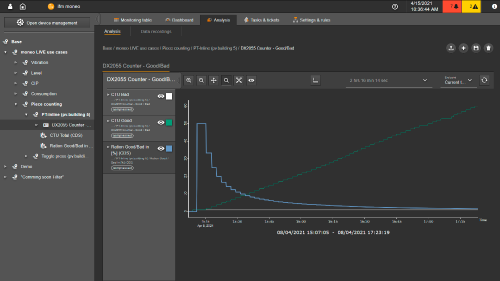
Analys
Den här funktionen kan användas för detaljerade analyser av aktuellt tillstånd jämfört med registrerade historiska data. På så sätt kan produktions- och kvalitetsprocesser identifieras, lämpliga åtgärder vidtas och deras effektivitet spåras.
Beroende på produktionsprocessen kan kvalitetsvariationer inträffa på grund av förändrade omgivningsvillkor som rumstemperatur eller luftfuktighet. Genom att integrera ytterligare processvärden i analysen kan sådana korrelationer detekteras.
Uppgifter & ärenden: hantera trösklar med moneo RTM
Genom att ställa in individuella trösklar kan olika larm- och eskalationsnivåer samt informationskanaler definieras.
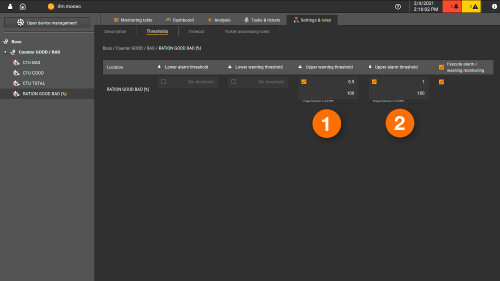
- Övre varningströskel
- Övre larmtröskel
Hantera regler för ärendebearbetning
Definition av varnings- och larmregler via den integrerade guiden
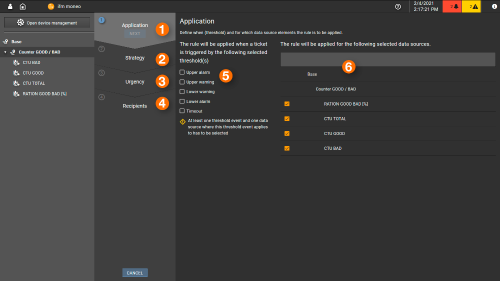
- Definition av trösklar (5) och datakällor (6)
- Definierar vilken regel som ska tillämpas
- Definierar hur brådskande varningen eller larmet är
- Definierar e-postmottagare
- Definition av relevanta trösklar
- Definition av motsvarande datakällor
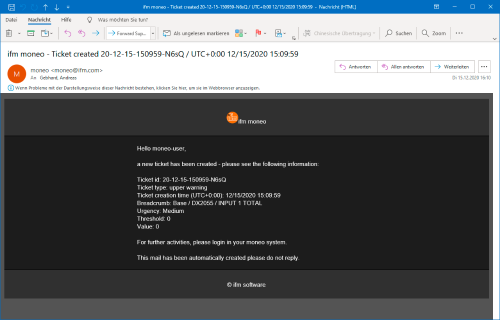
E-postmeddelandet som genereras av moneo innehåller ärendeinformation:
- påverkad datakälla
- värde som har överskridits eller inte uppnåtts
- ärendeprioritet
- tidsstämpel
Beräknade värden
Total produktionskvantitet
CTU BAD+CTU GOOD= CTU TOTAL
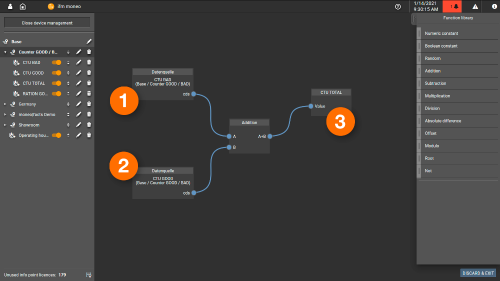
- Räknare icke-godkända detaljer (CTU BAD)
- Räknare godkända detaljer (CTU GOOD)
- Total produktionskvantitet (CTU TOTAL)
Kvot mellan godkända och icke-godkända detaljer i %
Beräkning av kvoten mellan icke-godkända detaljer jämfört med total kvantitet.
RATIO GOOD BAD [%] = CTU BAD * 100 / CTU TOTAL
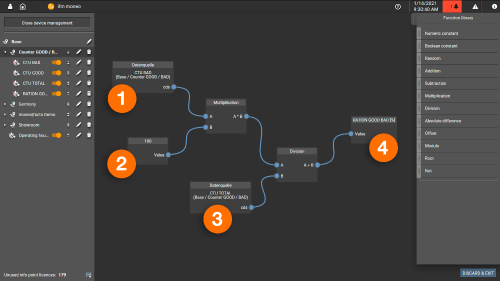
- Räknare icke-godkända detaljer (CTU BAD)
- Konstant 100%
- Total produktionskvantitet (CTU TOTAL)
- Kvot mellan icke-godkända detaljer och total kvantitet %


