- moneo: platforma IIoT
- Případy použití
Počítání dobrých/špatných kusů vyrobených s využitím moneo RTM
Počítání dobrých/špatných kusů v in-line systému PT
V ifm prover se v automatizovaném výrobním závodě vyrábějí různé součásti tlakových senzorů. Na konci výrobního procesu se oddělují dobré a špatné kusy.
Při třídění se používá rameno podavače. Aby bylo možné provádět analýzy khodnocení kvality výrobků a výrobních procesů, je třeba určit kvantitativní rozdělení pro účely kontroly kvality.
![]()
Počáteční situace:
Vyrobené množství nebylo centrálně sledováno a nebyl zaznamenán objem dobrých a špatných dílů. Personál výroby nebyl informován o přítomnosti špatných dílů a neexistoval žádný přehled o produkovaných zmetcích. Celému procesu chyběla transparentnost. Vzhledem k nedostatku historických dat nebylo možné vytvořit žádné optimalizace založené na plánovacích scénářích.
![]()
Cíl projektu:
Zavedení konzistentního postupu zajišťování kvality spočítáním vyrobených dobrých a špatných dílů a jejich analýzou a soptimalizací výroby a navazujícího procesu (např. opravy špatných dílů).
![]()
Implementace:
Ve společnosti ifm prover gmbh je moneo RTM instalován centrálně na serveru. Vyrobené díly jsou tříděny a rozdělovány na dobré/špatné části pomocí dvou skluzů. Na každém skluzu byl instalován fotoelektrický senzor, který počítá díly přepravované dopravníkem.
Multifunkční displej IO-Link zobrazuje obě počítadla. Hodnoty přenáší do jednotky IO-Link master jako signál IO-Link. Jednotka IO-Link master poskytuje procesní data pro vizualizaci, výpočet a analýzu v moneo RTM.
![]()
Důsledkem:
Byl zaveden účinný proces zabezpečování kvality, který vede ke zlepšení kvality procesu a produktu. Opravy následných zařízení byly optimalizovány. Nyní lze pohotově reagovat na změny procesních hodnot. Zavedená patření se již ukázala jako rentabilní.
![]()
Shrnutí:
Díky této změně bylo dosaženo všech cílů.
Struktura systému s jednotkou IO-Link master
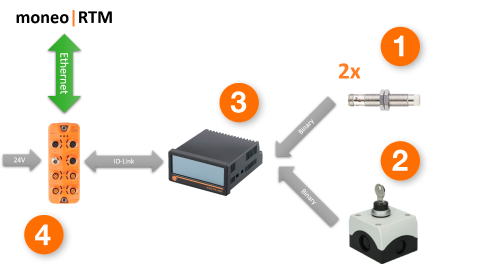
- Induktivní senzory (IFC246: 1 senzor dobrých dílů/1 senzor špatných dílů)
- Možnost vynulování (například spínač ovládaný klíčem)
- Multifunkční displej IO-Link (DX2055)
- IO-Link master (AL1350)
Vizualizace
Na ovládacím panelu moneo získejte velký obrázek. Vizualizace poskytuje uživateli přehled relevantních procesních hodnot pro monitorování tohoto zařízení.
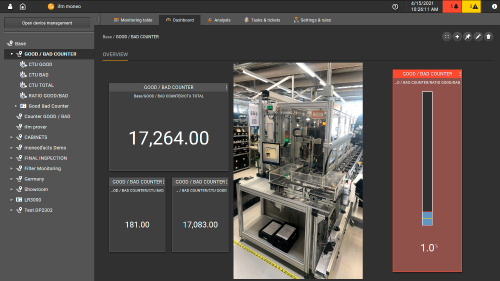
- Současné celkové množství výroby (vypočítané z dobrých [2] a špatných [3] dílů)
- Počitadlo špatných dílů
- Počitadlo dobrých dílů
- Poměr špatných k dobrým dílům
- Displej poměru v podobě semaforu (<0.5 % = green, >0,5 % žlutá, >1,0 % = červená)
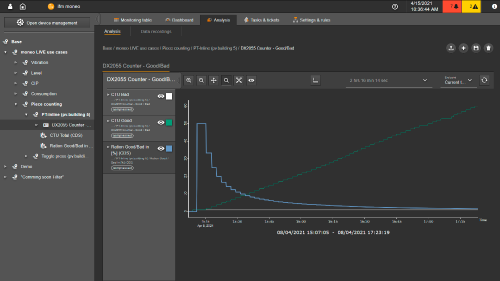
Analýza
Tato funkce umožňuje podrobné analýzy aktuálního stavu ve srovnání se zaznamenanými historickými daty. Díky tomu lze rozpoznat procesy výroby a kvality, zahájit příslušná opatření a sledovat jejich účinnost.
V závislosti na výrobním procesu může dojít ke kolísání kvality v důsledku změněných podmínek prostředí, jako je okolní teplota nebo vlhkost vzduchu. Takové korelace lze detekovat zahrnutím dalších procesních hodnot do analýzy.
Úkoly a tikety správa prahových hodnot s moneo RTM
Nastavením jednotlivých prahových hodnot lze definovat různé úrovně alarmů a eskalace a také informační kanály.
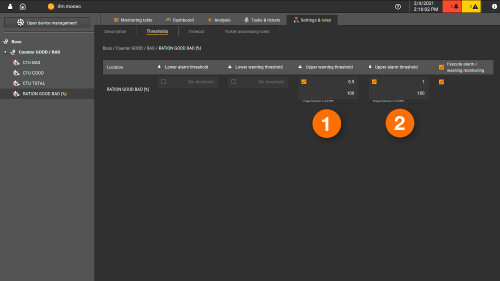
- Horní prahová hodnota varování
- Horní prahová hodnota alarmů
Správa pravidel zpracování tiketů
Definice pravidel varování a alarmů prostřednictvím integrovaného průvodce
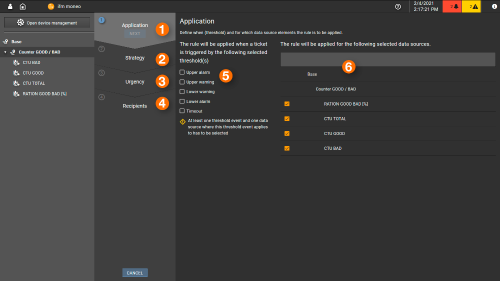
- Definice prahových hodnot (5) a zdrojů dat (6)
- Definuje, které pravidlo bude použito
- Definuje naléhavost varování nebo alarmu
- Definuje příjemce e-mailu
- Definice relevantních prahových hodnot
- Definice odpovídajících zdrojů dat
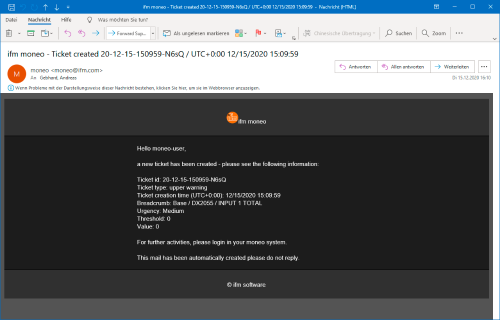
E-mail generovaný v systému moneo již obsahuje informace tiketu:
- dotčený zdroj dat
- hodnotu, která byla překročena nebo nedosažena
- prioritu tiketu
- časové razítko
Vypočítané hodnoty
Celkové množství výroby
CTU BAD+CTU GOOD= CTU TOTAL
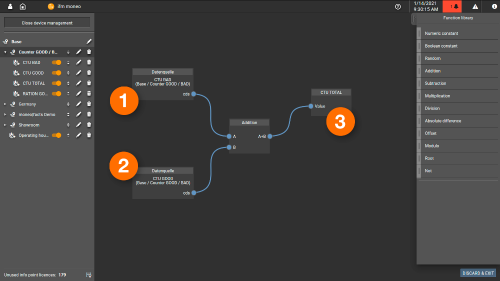
- Počitadlo špatných dílů (CTU BAD)
- Počitadlo dobrých dílů (CTU GOOD)
- Celkové množství výroby (CTU TOTAL)
Poměr dobrých dílů ke špatným dílům v%
Výpočet poměru špatných dílů ve srovnání s celkovým množstvím.
RATION GOOD BAD [%] = CTU BAD * 100 / CTU TOTAL
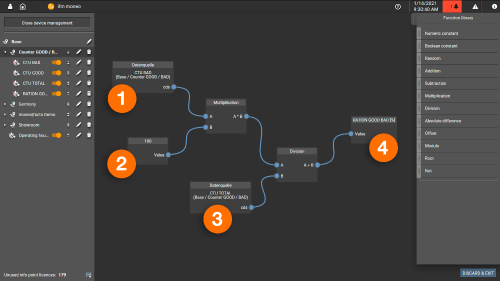
- Počitadlo špatných dílů (CTU BAD)
- Konstantní 100%
- Celkové množství výroby (CTU TOTAL)
- Poměr špatných dílů ve srovnání s celkovým množstvím v %


