- Drehgeber
- Anwendungen und Applikationen
Anwendungsbeispiele und Applikationen
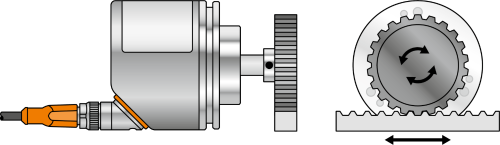
Dreh-, Höhen und Längenbewegungen
Beispiel: Höhenbestimmung von Aufzügen mit absolutem Multiturn-Drehgeber an einem Zahnrad.
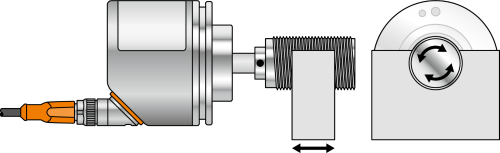
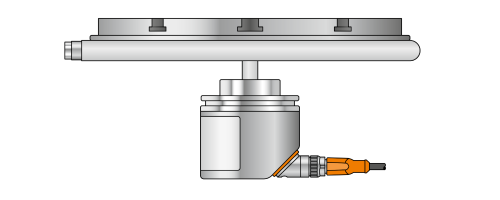
Dreh- und Abstandsbewegungen
Beispiel: Spindelverstellung zur präzisen Positionierung mittels absolutem Multiturn-Drehgeber.
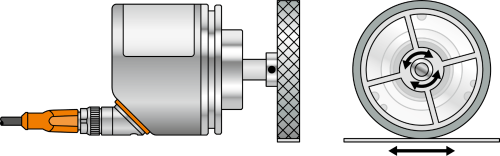
Dreh- und Linearbewegungen
Beispiel: Längenmessungen mit inkrementalem Drehgeber an einem Messrad.
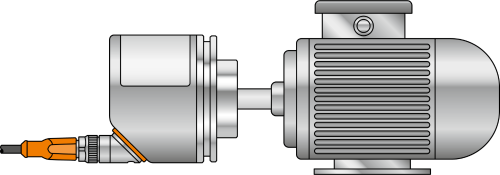
Rotationsbewegung zur Drehzahlbestimmung
Beispiel: Drehzahlerfassung von Motoren mittels inkrementalem Drehgeber.
Rotationsbewegung zur Positionsbestimmung
Beispiel: Positionierung von Rundtakttischen für verschiedene Produktionsschritte mit einem absoluten Singleturn-Drehgeber.
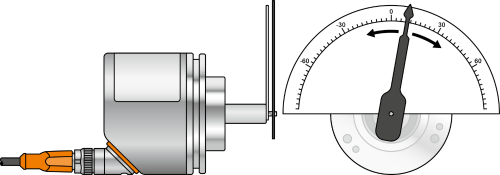
Rotationsbewegung zur Winkelbestimmung
Beispiel: Lenkwinkelbestimmung zur Steuerung von AGV mit einem absoluten Singleturn-Drehgeber.
Einsatz an Staplern und AGVs
Die kompakten IO-Link-Multiturn-Drehgeber eignen sich perfekt für den Einsatz in AGVs und Staplern. Die kleinen Gehäuse mit 36 mm Durchmesser lassen sich platzsparend verbauen. Die Anbindung an jede gängige Steuerung erfolgt mittels IO-Link-Master der Baureihe AL1xx und Standard-M12-Leitung. Teure zu konfektionierende Feldbuskabel entfallen.
Gabelweitenverstellung
An Staplern erfolgt die Verstellung der Gabelweite mittels Zahnrad und Zahnstange. Der am Zahnrad montierte absolute Drehgeber ermittelt daraus die exakte Gabelweite und meldet sie an die Steuerung.
Gabelhöhe
Zur präzisen Ermittlung der Gabelhöhe erfasst der absolute Drehgeber die Umdrehungen an der Seilzugrolle und gibt sie beispielsweise an die Anzeigeeinheit und Steuerung weiter.
Antriebsrad und Lenkung
In der Lenkung sind zwei Drehgeber verbaut: Während der eine Drehgeber präzise den Lenkwinkel des Rades ermittelt, sitzt der andere auf der Welle des Antriebmotors und gibt hier zwei Prozesswerte aus: Die Umdrehungsgeschwindigkeit in min-1 sowie die exakte Radstellung.
Weitere Maschinen
Blechlängen an Stanzmaschine
Endlos-Blech durchläuft die Maschine und wird dabei auf definierte Längen gestanzt. Ein Optischer Sensor schaut auf die vordere Blechkante und startet Zählvorgang, in dem er per Schaltsignal den Drehgeber am Messrad auf null setzt. Durch diesen direkten Reset-Eingang am ifm-Drehgeber entfällt der Umweg über die SPS. Zeitlicher Verzug und somit mechanischer Versatz wird so auch bei schnellen Vorgängen effektiv verhindert. Neben der Längenmessung gibt der IO-Link-Drehgeber als zweiten Messwert die Bandgeschwindigkeit aus.
Lüfterüberwachung
An der Welle des Lüfters montiert, überwacht der Drehgeber nicht nur die Drehzahl. Er erfasst auch die Betriebsstunden, anhand derer sich die Wartungsintervalle optimieren lassen.
Tiefziehverpackungsmaschine
Transportband und zugeführte Folie müssen absolut synchron laufen. An Messrädern montierte Drehgeber überwachen präzise die Geschwindigkeiten und melden schon kleinste Abweichungen an die Steuerung.
Rollenförderer
Lange Förderstrecken bestehen aus einzelnen, separat angetriebenen Segmenten. Damit Staus oder Kollisionen verhindert werden, überwachen Drehgeber an den Achsen der Antriebe, dass diese alle mit der gleichen Geschwindigkeit laufen.
Hängeförderer
Im Schlachtbetrieb werden die am Haken hängenden Fleischhälften vom Hängeförderer fließend an das Lagerband übergeben. Damit die Übergabe problemlos klappt, müssen beide Systeme absolut synchron ineinander laufen. Drehgeber an beiden Systemen überwachen den absoluten Gleichlauf. Dank V4A-Gehhäuse und Schutzart IP 68/69K widerstehen die Drehgeber auch den extremen Reinigungsprozessen, wie sie im Schlachtbetrieb üblich sind.