- Codeurs
- Utilisations et applications
Exemples d’utilisation et applications
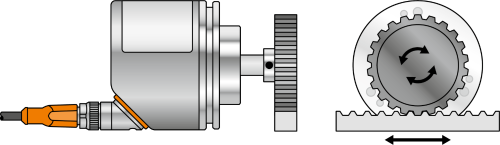
Mouvements de rotation, en hauteur et en longueur
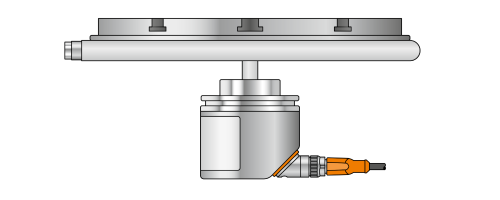
Exemple: détermination de la hauteur d’élévateurs avec un codeur multitour absolu sur une roue dentée.
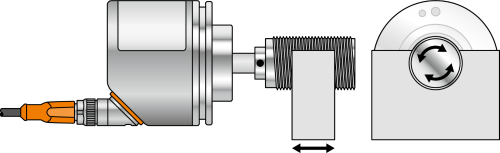
Mouvements de rotation et d’espacement
Exemple: réglage par arbre fileté pour le positionnement précis au moyen d’un codeur multitour absolu.
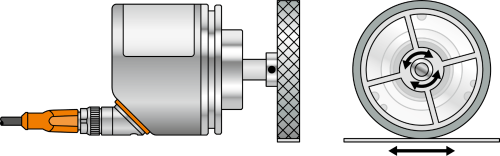
Mouvement de rotation et linéaires
Exemple: mesure de longueur avec codeur incrémental sur une roue de mesure.
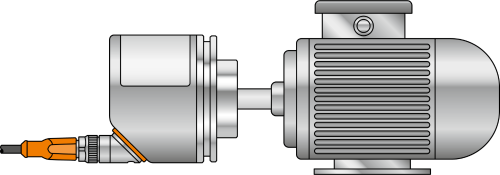
Mouvement de rotations pour la détermination de la vitesse de rotation
Exemple: détection de vitesse de rotation de moteurs au moyen d’un codeur incrémental.
Mouvement de rotation pour la détermination de position
Exemple: positionnement de dispositifs à indexage circulaire pour diverses étapes de production avec un codeur monotour absolu.
Mouvement de rotation pour la détermination de l’angle
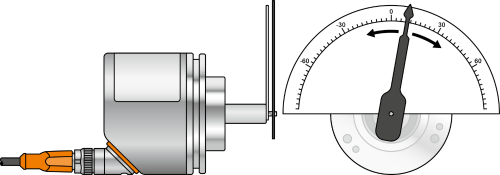
Exemple: détermination d’angle de braquage pour la commande d’un AGV avec un codeur monotour absolu.
Utilisation sur des gerbeurs et des AGV
Les codeurs multitours IO-Link compacts conviennent parfaitement à une utilisation dans des AGV et des gerbeurs. Les petits boîtiers d’un diamètre de 36mm peuvent être installés dans un espace réduit. La connexion à chaque système usuel de contrôle-commande est réalisée au moyen d’un maître IO-Link de la série AL1xx et d'un câble M12 standard. Les câbles de bus de terrain, chers à confectionner, ne sont plus nécessaires.
Réglage d’ouverture de fourche
Sur les gerbeurs, le réglage de l’ouverture de la fourche est réalisé au moyen d’une route dentée et d’une crémaillère. Le codeur absolu installé sur la roue dentée détermine l’ouverture de fourche exacte et la communique au système de contrôle-commande.
Hauteur de fourche
Pour la détermination précise de la hauteur de la fourche, le codeur absolu détecte les rotations du rouleau du treuil et les transmet par exemple à l’unité d’affichage et au système de contrôle-commande.
Roue d’entraînement et pilotage
Deux codeurs sont intégrés dans le pilotage. Tandis qu’un codeur détermine avec précision l’angle de braquage de la roue, l’autre est situé sur l’arbre du moteur d’entraînement et fournit deux valeurs process: la vitesse de rotation en min-1 ainsi que la position exacte de la roue.
Autres machines
Système de commande de rayonnages
Un codeur est installé sur chacun des trois axes. Ces codeurs déterminent non seulement la position absolue (axes X/Y/Z), mais aussi la vitesse et temps de fonctionnement des roulements et les heures de fonctionnement. Ces informations peuvent être utilisées pour la maintenance préventive.
Longueurs de tôle sur une presse
La tôle traverse la machine et est emboutie à des longueurs définies. Un détecteur optoélectronique identifie le bord avant de la tôle et commence un procédé de comptage où il met à zéro le codeur sur la roue de mesure via un signal de commutation. Grâce à cette entrée reset directe sur le codeur ifm, le détour via l’API n’est plus nécessaire. Les décalages temporels et donc mécaniques sont ainsi efficacement évités dans les procédés rapides. En plus de la mesure de longueur le codeur IO-Link fournit aussi, comme deuxième valeur mesurée, la vitesse du convoyeur.
Surveillance de ventilateurs
Installé sur l’arbre du ventilateur, le codeur ne surveille pas seulement la vitesse de rotation. Il détecte aussi les heures de fonctionnement, au moyen desquelles les intervalles de maintenance peuvent être optimisés.
Thermoformeuse pour la fabrication d’emballages
Le convoyeur et l’alimentation en film doivent fonctionner de manière absolument synchrone. Les codeurs installés sur les roues de mesure surveillent les vitesses avec précision et signalent les moindres déviations au système de contrôle-commande.
Convoyeurs à rouleaux
Les longues sections de convoyeur consistent en des segments individuels séparément entraînés. Pour prévenir les bourrages ou les collisions, les codeurs sur les axes des entraînements surveillent qu’ils fonctionnent tous à la même vitesse.
Convoyeurs suspendus
Dans les abattoirs, les demi-carcasses suspendues à des crochets arrivent en continu sur la bande de stockage. Pour que le transfert fonctionne sans problème, les deux systèmes doivent fonctionner de manière absolument synchrone. Les codeurs sur les deux systèmes surveillent le fonctionnement absolument simultané. Grâce à des boîtiers inox et un indice de protection IP 68/69K, les codeurs sont résistants aux process extrêmes de nettoyage, habituels dans les abattoirs.