- moneo: platforma IIoT
- Przykłady zastosowania
Weryfikowalne zapewnienie jakości w zastosowaniach higienicznych: monitorowanie czyszczenia CIP
ifm prover gmbh produkuje czujniki procesowe, wykorzystywane na przykład do mierzenia natężenia przepływu, prędkości przepływu lub przewodności mediów. W testach praktycznych w instalacji CIP czujniki są kontrolowane pod kątem prawidłowego działania, dokładności i jakości produkcji.
![]()
Sytuacja wyjściowa: tylko częściowe monitorowanie przez sterownik przemysłowy
Instalacja CIP może być użytkowana z różnymi mediami, ciśnieniami i temperaturami w celu testowania czujników w warunkach jak najbardziej zbliżonych do zastosowania klienta. Do sterowania systemem wykorzystywany jest standardowy sterownik przemysłowy, przez co monitorowanie za pomocą czujników może być stosowane jedynie w ograniczonym zakresie.
![]()
Cel projektu: monitorowanie instalacji w oparciu o dane bez integracji PLC
Za pomocą platformy moneo zamierzano wdrożyć kompleksowe rozwiązanie do monitorowania instalacji, zapewniające również możliwość dostępu do danych historycznych i ich szczegółowej analizy. W pierwszej fazie rozbudowy wdrożono monitorowanie przewodności i temperatury. Konieczne było jednak uwzględnienie monitorowania także innych parametrów pomiarowych, takich jak poziom, przepływ i ciśnienie.
![]()
Wdrożenie: moneo RTM oraz IO-Link
Ze względu na istniejącą infrastrukturę IT o wysokiej wydajności, na centralnym serwerze firmy ifm prover gmbh zainstalowano moneo i aktywowano licencję aplikacji moneo RTM. Dane z czujników są przesyłane do moneo przez master IO-Link, połączony przez VLAN.
![]()
Rezultat: zalety moneo RTM w monitorowaniu CIP
Kompleksowe i ciągłe zbieranie danych pozwala na nieprzerwane, precyzyjne analizowanie procesu CIP. Pozyskane informacje mogą być używane do doraźnej optymalizacji procesów i tym samym do długofalowego zwiększenia oraz utrzymania jakości dzięki wydajnemu wykorzystaniu zasobów. Z uwagi na przechowywanie danych historycznych możliwe jest długoterminowe śledzenie skuteczności optymalizacji procesu i jego podtrzymywanie. Ponadto zastosowane rozwiązanie w dziedzinie oprogramowania zapewnia użytkownikowi pełną swobodę w indywidualnym konfigurowaniu wyświetlaczy i logiki przetwarzania zgodnie z wymaganiami. Łatwy w obsłudze interfejs pozwala robić to bardzo intuicyjnie.
![]()
Podsumowanie: funkcje i usługi moneo RTM tworzące wartość dodaną w monitorowaniu CIP
Rozwiązanie moneo RTM umożliwiło spełnienie wszystkich celów:
- dostosowanie do indywidualnego zastosowania klienta z wykorzystaniem jednej platformy oprogramowania,
- monitorowanie i analiza procesu czyszczenia BEZ ingerencji w sterownik PLC,
- ciągłe rejestrowanie danych i przechowywanie w bazie danych,
- redundantny system, zapewniający dodatkowe zabezpieczenie procesu.
- identyfikacja potencjalnych oszczędności
- obliczone wartości: za pomocą modelowania danych wartości z czujników mogą być przetwarzane na informacje istotne dla procesu – obliczone wartości
- zintegrowane zarządzanie alarmami: szybka reakcja na zmianę parametrów procesu dzięki zintegrowanemu zarządzaniu alarmami
Struktura systemu
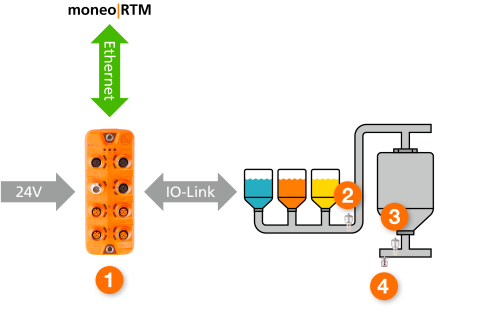
- Master IO-Link (AL1350)
- Czujnik przewodności na wlocie
- Temperatura medium (LDL200) na wylocie
- Temperatura medium (TCC501) na wylocie
Kokpit
Kokpit pozwala użytkownikowi na uzyskanie przeglądu istotnych wartości procesowych w odniesieniu do instalacji CIP. Może on tworzyć dostosowany kokpit, używając metody „przeciągnij i upuść”, oraz zintegrować grafikę instalacji, aby lepiej wizualizować punkty pomiarowe. Zapewnia to czytelne odwzorowanie stanu systemu na podstawie wszystkich czujników.
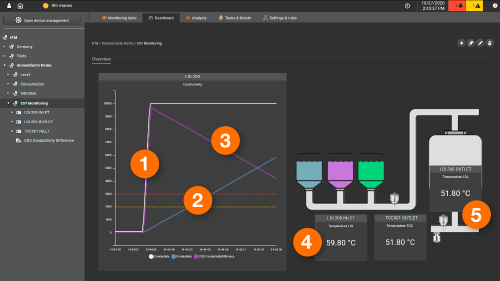
- Przewodność (LDL200) na wlocie
- Przewodność (LDL200) na wylocie
- Różnica wartości przewodności (wartość obliczona)
- Temperatura medium z czujnika przewodności (LDL200) na wlocie
- Temperatura medium na wylocie z czujnika temperatury (TCC501) i przewodności (LDL200)
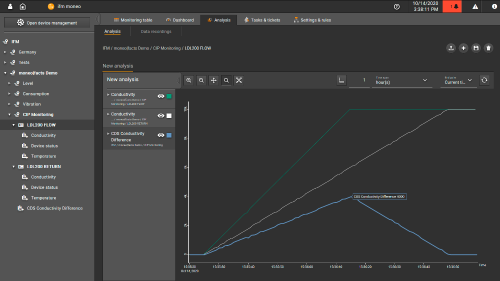
Analiza
Analiza wykorzystuje dane historyczne i porównuje wartości procesowe z różnych punktów w czasie. Możliwe jest na przykład zmierzenie czasu, przez jaki przewodność na wlocie i wylocie osiągały ten sam poziom. Pomaga to operatorowi maszyny w optymalizacji procesu. Umożliwia na przykład zoptymalizowanie kosztownych procesów płukania kwasami i zasadami.
- Wyświetlanie istotnych wartości z czujników na wykresie analizy
- Wizualizacja czasu poszczególnych procesów czyszczenia
- Zależność wartości procesowych na wlocie i wylocie
- Wnioski dotyczące zanieczyszczeń w systemie
Temperatura jest decydującym czynnikiem w procesach czyszczenia, ale także istotnym czynnikiem kosztowym. Każdy stopień, który można zaoszczędzić, przynosi znaczne oszczędności w ciągu roku. W analizie można wygodnie ocenić krzywe temperatury czujników.
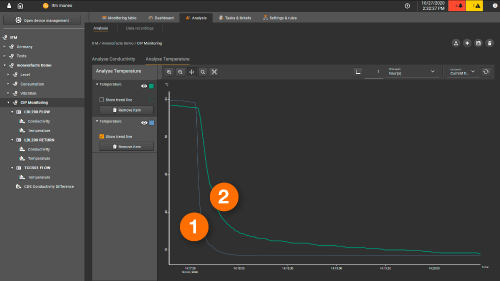
- Temperatura czujnika przewodności (LDL200) na wlocie
- Temperatura czujnika przewodności (LDL200) na wylocie
Zadania i zgłoszenia: wartości progowe rozpoczęcia/zatrzymania
Operator maszyny może z łatwością monitorować system za pomocą wartości progowych. Dla każdej wartości procesowej można zdefiniować niezależne progi. W konkretnym przykładzie monitorowana jest wartość procesowa bieżącej różnicy między przewodnością na wlocie i wylocie. Jeśli różnica stanie się zbyt duża, operator maszyny otrzyma ostrzeżenie lub komunikat alarmowy.
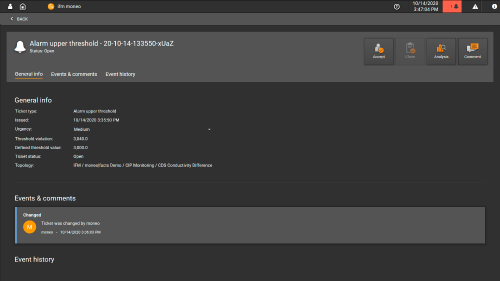
- Zintegrowana funkcja alarmu do monitorowania wartości granicznych
- Automatyczne generowanie zgłoszeń w przypadku alarmu
- Konfigurowalne zgłoszenia ze zdefiniowanymi odbiorcami
- Strategie eskalacji alarmów
- Wczesne wykrywanie uszkodzeń i usterek
- Możliwość wykorzystania wstępnie zdefiniowanego kreatora do skonfigurowania strategii alarmów
- Klient może przetworzyć wygenerowane zgłoszenie alarmowe w dowolnym momencie przed zamknięciem
- Do zgłoszenia można dodać komentarze, na przykład przyczynę błędu lub strategię konserwacji
- Czas naruszenia wartości progowej można wyświetlić w analizie danych za pomocą przycisku analizy
Obliczone wartości
Ta funkcja umożliwia powiązanie wartości procesowych i wykorzystanie ich do obliczeń. W konkretnym przykładzie obliczona wartość pozwala na szybkie wykrycie różnicy przewodności na dopływie i odpływie.

- Przewodność na dopływie
- Przewodność na odpływie
- Obliczenie bezwzględnej różnicy między dwiema wartościami wejściowymi
- Wynik obliczenia


