- moneo: platforma IIoT
- Przykłady zastosowania
Monitorowanie stanu dekantera do oczyszczania ścieków z chemikaliów na etapie produkcji elastycznych obwodów drukowanych
W produkcji elastycznych obwodów drukowanych na foliach muszą być odciśnięte różne chemikalia. Pozostałości tych chemikaliów są następnie zmywane i gromadzone w zbiorniku na ścieki. Aby rozpuszczone chemikalia związały się ze sobą i uległy flokulacji, do mieszaniny w zbiorniku dodaje się odpowiedni flokulant. Następnie mieszanina jest pompowana do dekantera.
Dekanter ma ważne zadanie oddzielania cieczy od ciał stałych. To kluczowy proces dla odzyskiwania wody. Zgodnie z przepisami dotyczącymi ścieków, hermetyczne substancje osadowe muszą być usuwane jako odpady specjalne. Pozostałe substancje płynne, zanim zostaną dodane do procesu oczyszczania ścieków, muszą zostać poddane oddzielnej obróbce w procesie beztlenowym, biologicznym.
Tutaj widać decydującą funkcję dekantera. W przypadku zakłóceń w procesie utylizacji dostępne pojemniki zbiorcze zapełniają się brudnymi chemikaliami i nie mogą być już oczyszczane. Wówczas cały proces produkcji elastycznych obwodów drukowanych zostaje zatrzymany. Proces odzyskiwania wody zostaje przerwany.
Aby temu zapobiec, należy monitorować parametry prędkości obrotowej silnika i łożysk bębna, aby móc odpowiednio wcześnie podjąć działania zapewniające integralność procesu.
![]()
Sytuacja początkowa
Pierwsza konserwacja dekantera została przeprowadzona w zdefiniowanym odstępie czasu w procesie usuwania odpadów z produkcji elastycznych obwodów drukowanych.
Ponadto czujniki wibracji, które zostały już sprowadzone przez firmę producenta, były wyświetlane za pomocą interfejsu człowiek-maszyna (HMI) obok producenta w celu wykrycia niezgodności.
Istniejący system nie oferował jednak żadnego sposobu monitorowania wartości granicznych i alarmowania.
Brakowało również pomiaru prędkości dla napędów bębnowych.
W przeszłości nie można było wykryć zbliżającego się uszkodzenia silnika, co skutkowało wysokimi kosztami naprawy i awarią procesu na ponad tydzień.
![]()
Cel projektu
Zapewnienie zdolności procesowej dekantera. Cel ten ma zostać osiągnięty poprzez zorientowany na stan monitoring parametrów krytycznych w celu wczesnego wykrycia grożących uszkodzeń i awarii. Częstotliwość konserwacji może być wtedy rozsądnie zaplanowana w ramach czasu produkcji. W ten sposób można uniknąć wysokich kosztów związanych z przestojami w produkcji. I wreszcie celem jest również ochrona środowiska, zapewnienie właściwej utylizacji odpadów i recyklingu wody.
![]()
Wdrożenie
Monitoring stanu w połączeniu z moneo|RTM zapewnia przejrzystość, ekologiczność wody i niezawodność procesu
moneo jest zainstalowane na wewnętrznym serwerze firmy, aby zapewnić pełną i przyjazną dla klienta wizualizację wszystkich danych.
Aby wykryć uszkodzenia, zarówno łożysko, jak i pasek napędowy silnika muszą być monitorowane za pomocą analizy drgań. W celu uniknięcia nieprzewidywalnych uszkodzeń, w analizie uwzględniane są również parametry prędkości obrotowej silnika. Do analizy drgań zainstalowano cztery akcelerometry typu VSP003 ze względu na konstrukcję i dopasowany zakres częstotliwości.
Czujnik VSP003 mocowany jest za pomocą adaptera samoprzylepnego na obu zewnętrznych łożyskach wirówki – dla monitoringu pionowego na wejściu i wyjściowego na górze. Diagnostyka drgań silnika w poziomie przebiega równolegle z dwoma zespołami VSP003 przykręconymi do boku silnika. Do każdego z dwóch pasów napędowych przymocowany jest czujnik indukcyjny IFC201 do detekcji prędkości. Wszystkie zebrane dane są przesyłane do VSE953, gdzie są przetwarzane. Ten VSE posiada certyfikat IP65 i dlatego może być swobodnie instalowany w terenie.
Nie jest konieczne doposażenie istniejącej szafy sterowniczej ani zapewnienie dodatkowej obudowy. W urządzeniu zapisany jest odpowiedni zestaw parametrów do monitorowania drgań podzespołów. VSE953 przekazuje ustalone wartości graniczne do systemu moneo.
Za pośrednictwem moneo klient może w przejrzysty sposób wizualizować wszystkie dane na swoim komputerze w biurze. Może również skorzystać z funkcji alarmu w przypadku przekroczenia wartości granicznych.
![]()
Rezultat
Monitorowanie stanu technicznego w celu odzyskiwania wody i ochrony środowiska łatwo wdrożone i wizualizowane za pomocą moneo RTM
Udane i łatwe wdrożenie monitorowania stanu z dużym potencjałem poprawy procesów i maszyn w celu zapewnienia zgodności z dyrektywami dotyczącymi ścieków.
Anomalie, niewyważenia i usterki są wcześnie wykrywane, co zapobiega kosztownym przestojom i wynikającym z nich kosztom.
W tej innowacyjnej organizacji utrzymania ruchu, moneo RTM zapewnia wsparcie poprzez funkcje zarządzania alarmami i powiadomieniami, jak również jasną i zwięzłą wizualizację wszystkich istotnych parametrów na tablicy rozdzielczej. Można to wyświetlić na stanowisku pracy operatora maszyny w biurze.
Struktura systemu

- Czujnik wibracji na napędzie
- Monitory prędkości
- Czujnik drgań na wirówce
- Elektronika diagnostyczna
Kokpit
Uzyskaj pełny obraz sytuacji na kokpicie moneo moneo dashboard.
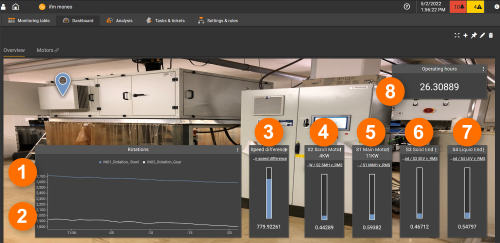
- Prędkość obrotowa bębna dekantera
- Prędkość obrotowa ślimaka dekantera
- Obliczona różnica prędkości pomiędzy bębnem a ślimakiem
- v_RMS silnika ślimaka dekantera
- v_RMS silnika bębna dekantera
- v_RMS łożyska po stronie ciał stałych
- v_RMS łożysko po stronie cieczy
Analiza
W analizie użytkownik może uzyskać dostęp do danych historycznych i porównać różne wartości procesu. Na wykresie przedstawiono wartości drgań łożyska po stronie cieczy.
Widać tu wyraźnie różnicę między stanami pracy ON ① i OFF ②. W przypadku postępującego uszkodzenia łożyska można na podstawie zarejestrowanych danych wywnioskować np. tendencję i przypuszczalny początek rozwoju uszkodzenia.
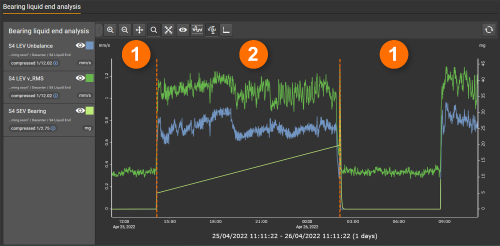
- Wirówka dekantacyjna nie pracuje
- Wirówka dekantacyjna pracuje
Ustawienia i reguły: Zarządzanie wartościami progowymi
Progi statyczne
Wartości graniczne dla oceny wirówki dekantacyjnej są zapisane w zestawie danych parametrów na VSE953. Jeśli jedna z wartości granicznych zostanie przekroczona, VSE zgłasza to do moneo.

- Monitorowane źródło danych
- Zdarzenie wyzwalające VSE
Reguły przetwarzania zgłoszeń
W momencie, gdy VSE sygnalizuje moneo, że zdefiniowana wartość graniczna została przekroczona lub nie została osiągnięta, dla odpowiedniej wartości procesu zostaje utworzone powiadomienie. Może ono zostać przejęte i opracowane przez odpowiedzialnego pracownika. Dzięki funkcji komentarza można natychmiast udokumentować wdrożone działania i opisy rozwiązań.
Dostępne są następujące opcje:
- Powiadomienie pocztą elektroniczną
- Integracja z SAP
Obliczone wartości
Oprócz wartości prędkości dwóch silników napędowych, moneo wykrywa również różnicę pomiędzy tymi dwoma prędkościami. Wartość tę można szybko i łatwo określić za pomocą wartości obliczeniowych.
Różnica prędkości = prędkość bębna dekantera - prędkość ślimaka dekantera
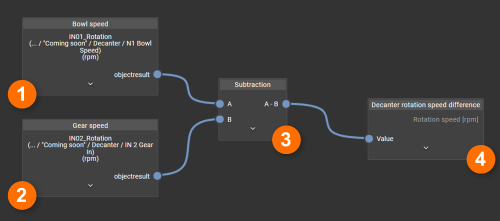
Modelator przepływu danych
- Prędkość obrotowa bębna dekantera
- Prędkość obrotowa ślimaka dekantera
- Odejmowanie
- Różnica prędkości
Godziny pracy dekantera są obliczane w innym przepływie. Podstawą do tego jest szablon dla liczników godzin w moneo. Ponieważ w tym zastosowaniu występują dwie wartości prędkości, obie wartości prędkości są uwzględniane przez licznik godzin.
Godziny pracy ++ = (obroty bębna dekantera > 100) && (obroty ślimaka dekantera > 100)
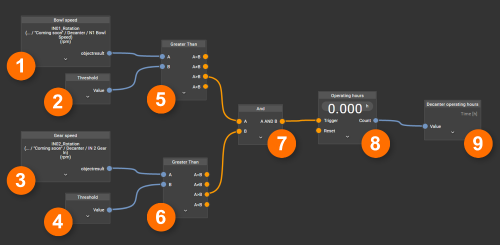
- Prędkość obrotowa bębna dekantera
- Wartość graniczna prędkości obrotowej bębna dekantera
- Prędkość obrotowa ślimaka dekantera
- Wartość graniczna prędkości obrotowej ślimaka dekantera
- Prędkość obrotowa bębna dekantera większa niż progowa
- Prędkość obrotowa ślimaka dekantera większa niż progowa
- Obie prędkości większe niż wartość progowa
- Licznik
- Godziny pracy punktu informacyjnego


