- moneo: IIoT platform
- Felhasználási esetek
A jó/nem megfelelő darabok gyártási mennyiségének felmérése a moneo RTM segítségével
A jó/nem megfelelő darabok számolása a PT inline berendezésnél
Az ifm prover vállalatnál a nyomásérzékelők különböző alkatrészeit automatizált gyártósoron gyártják. A gyártási folyamat végén a jó és a nem megfelelő darabokat szétválasztják.
A válogatást egy megfogókar végzi. A minőségbiztosítás keretében a mennyiségi eloszlást kell meghatározni, hogy elemzéseket lehessen végezni a termékminőség és a gyártási folyamat értékelése céljából.
![]()
A kiindulási helyzet:
A gyártott mennyiséget nem figyelték központilag, és a jó és a nem megfelelő darabok mennyiségét sem rögzítették. A gyártásban dolgozókat nem tájékoztatták arról, hogy nem megfelelő darabok voltak jelen, és nem volt áttekintés a keletkezett selejtről. A teljes folyamat átláthatatlan volt. A tervezési forgatókönyveken keresztül történő optimalizálás a múltbeli adatok hiánya miatt nem volt lehetséges.
![]()
A projekt célja:
Folyamatos minőségbiztosítás bevezetése a jó és a nem megfelelő darabok gyártási darabszámának összegyűjtése és elemzése, valamint a gyártási és a későbbi folyamatok optimalizálása (pl. a nem megfelelő darabok javítása) .
![]()
A megvalósítás:
Az ifm prover gmbh-nál a moneo RTM központilag van telepítve egy szerverre. A gyártott alkatrészeket két csúszdán keresztül válogatják szét jó/nem megfelelő darabok szerint. A csúszdákra egy-egy optikai érzékelőt szereltek, amely az azon keresztül továbbított alkatrészek mennyiségét számolja.
Mindkét számláló megjelenik az IO-Link multifunkcionális kijelzőn. Ezeket IO-Link jellé alakítja, és továbbítja az IO-Link master felé. Az IO-Link master a folyamatadatokat a moneo RTM-nek szolgáltatja a megjelenítéshez, az elszámoláshoz és az elemzéshez.
![]()
A siker:
A minőséget sikerült fenntarthatóan biztosítani, és javult a folyamat és a termék minősége is. Az utólagos javítási munkák optimalizálásra kerültek, és lehetőség van a változó folyamatértékekre való gyors reagálásra. Ezen intézkedésekkel máris csökkentek a költségek.
![]()
Összegzés:
A célokat az átállásnak köszönhetően sikerült elérni.
Üzemeltetés IO-Link master segítségével
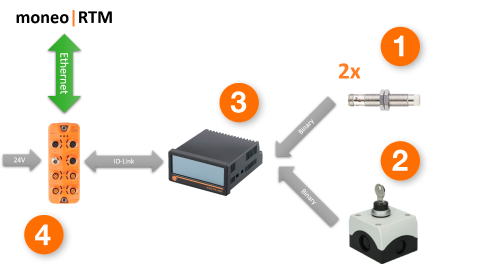
- Induktív érzékelők (IFC246: 1 érzékelő a megfelelő darabokhoz / 1 érzékelő a nem megfelelő darabokhoz)
- Újraindítási lehetőség (pl. kulcsos kapcsoló)
- IO-Link multifunkcionális kijelző (DX2055)
- IO-Link master (AL1350)
Vezérlőpult
Kapjon áttekintést a moneo vezérlőpulton keresztül. A vezérlőpult áttekintést nyújt a felhasználónak az ezen berendezésre vonatkozó releváns folyamatértékekről.
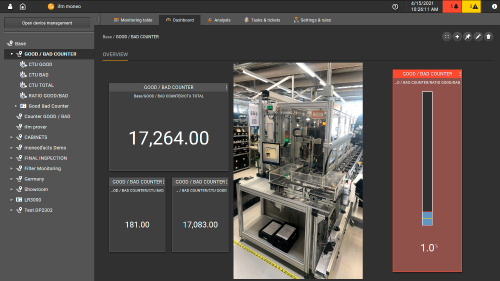
- Aktuális teljes termelési mennyiség (a megfelelő [2] és a nem megfelelő darabokból [3] kiszámítva)
- Nem megfelelő darabok számlálója
- Megfelelő darabok számlálója
- A megfelelő darabok és a nem megfelelő darabok aránya
- Az arány jelzőlámpás kijelzése ( <0,5 % = zöld, >0,5 % sárga, >1,0 % = piros )
Elemzés
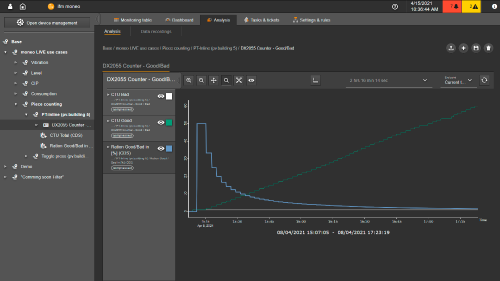
Az elemzési funkció lehetővé teszi a tényleges állapot részletes megfigyelését a rögzített múltbeli adatokkal összehasonlítva. Ez lehetővé teszi a termelési és minőségi folyamatok azonosítását, a megfelelő intézkedések kezdeményezését és az intézkedés hatékonyságának nyomon követését.
A gyártási folyamattól függően a környezeti feltételek, például a helyiség hőmérsékletének vagy páratartalmának változása miatt is előfordulhatnak minőségi ingadozások. Ha az elemzésbe más folyamatértékeket is bevonnak, ezen összefüggések kimutathatók lesznek.
Tasks & Tickets: Határértékek kezelése a moneo RTM segítségével
A határértékek egyedi beállításával különböző riasztási és eszkalációs szintek, valamint információs csatornák határozhatók meg.
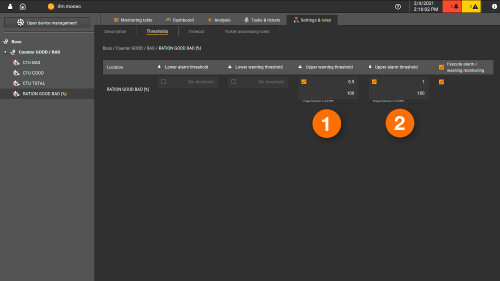
- A figyelmeztetési határérték küszöbértéke
- A riasztási határérték küszöbértéke
Ticket-feldolgozási szabályok kezelése
Figyelmeztető és riasztási szabályok definiálása az integrált varázsló segítségével.
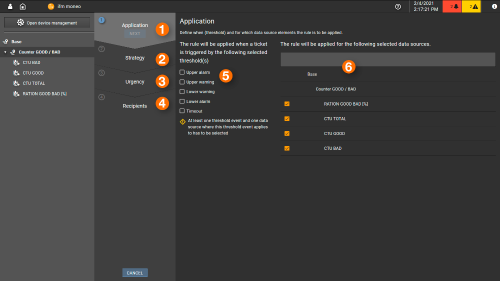
- A határértékek (5) és az adatforrások (6) meghatározása
- Meghatározza, hogy melyik szabály kerül alkalmazásra
- Meghatározza, hogy a figyelmeztetés vagy riasztás milyen sürgősséggel történik
- Meghatározza az e-mail címzettek csoportját
- A releváns határértékek meghatározása
- A megfelelő adatforrások meghatározása
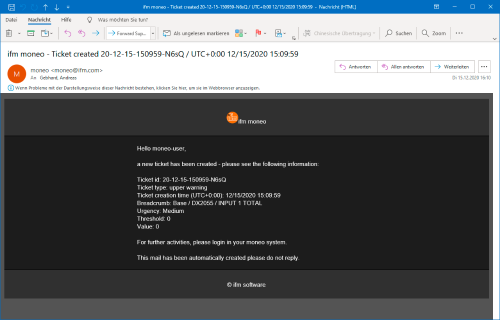
A moneo által generált e-mail már tartalmazza a ticket-információkat:
- Az érintett adatforrás
- Érték túllépése vagy el nem érése
- Ticket prioritása
- Időbélyegző
Calculated Values: számított értékek
Teljes termelési mennyiség
CTU BAD+CTU GOOD= CTU TOTAL
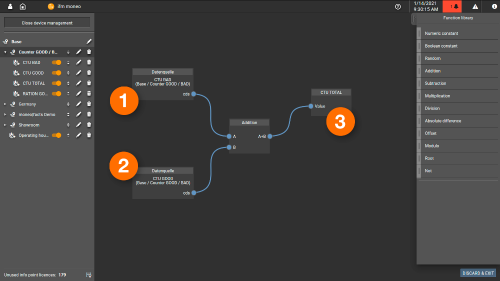
- Nem megfelelő darabok számlálója (CTU BAD)
- Megfelelő darabok számlálója (CTU GOOD)
- Teljes termelési mennyiség (CTU TOTAL)
A megfelelő darabok és nem megfelelő darabok százalékos aránya
A nem megfelelő darabok arányának kiszámítása az összmennyiséghez viszonyítva.
RATIO GOOD BAD [%] = CTU BAD * 100 / CTU TOTAL
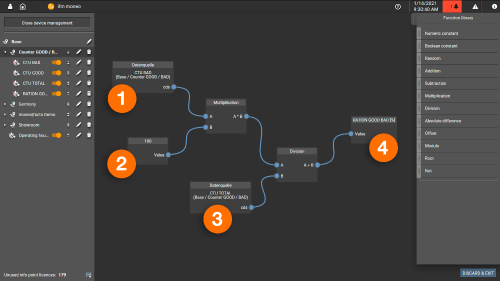
- Nem megfelelő darabok számlálója (CTU BAD)
- Állandó 100%
- Teljes termelési mennyiség (CTU TOTAL)
- A nem megfelelő darabok aránya a teljes mennyiséghez képest %-ban


