- moneo: IIoT platform
- Use cases
Condition monitoring of a decanter for waste water treatment of chemicals in the downstream of flexible printed circuit production
In the manufacturing of flexible printed circuits, various chemicals must be imprinted on the films. The residues of these chemicals are washed away subsequently and collected in a wastewater tank. To ensure that the dissolved chemicals bind together and flocculate, an appropriate flocculating agent is added to the mixture in the tank. The mixture is then pumped to the decanter.
The decanter has the important task of separating liquids and solids. A crucial process for water recovery. According to wastewater regulations, airtight sludge substances must be disposed of as special waste. The remaining liquid substances must be treated separately by means of an anaerobic, biological process before they can be added to the wastewater process.
Here you can see the decisive function of the decanter. If there are disruptions in the disposal process, the available collecting containers run full with dirty chemicals and can no longer be treated. Then the entire manufacturing process for flexible printed circuits comes to a standstill. The water recovery process is interrupted.
To prevent this, parameters of the motor speed and drum bearings must be monitored to be able to take measures at an early stage to ensure the integrity of the process.
![]()
Initial situation
First maintenance of the decanter was carried out in the downstream disposal process of flexible printed circuits manufacturing in a defined interval.
In addition, the vibration sensors already brought in by the manufacturer's company were displayed via a Human Machine Interface (HMI) next to the manufacturer to discover inconsistencies.
However, the existing system did not offer any limit value monitoring and alerting system.
The speed measurement for the drum drives was also missing.
In the past, imminent damage to the motor could not be detected and resulted in high repair costs and process failure for more than a week.
![]()
Aim of the project
Ensuring the process capability of the decanter. This is to be achieved by condition-oriented monitoring of critical parameters in order to detect imminent damage and failures at an early stage. Maintenance intervals can then be sensibly scheduled within the framework of production times. High costs due to production downtimes are to be avoided. And finally it is also the goal to protect the environment, to ensure proper waste disposal and water recycling.
![]()
Implementation
Condition monitoring in combination with moneo|RTM provides transparency, environmental protection for water and process reliability
moneo is installed on the company-internal server for complete and customer-friendly visualisation of all data.
To detect damage, both the bearing and the motor drive belt must be monitored by means of vibration analysis. To prevent unforeseeable defects, the speed parameters of the motor are also included in the analysis. Four acceleration sensors type VSP003 are installed for the vibration analysis due to the design and matching frequency range.
A VSP003 is attached by means of an adhesive adapter on both the outer bearings of the centrifuge – for vertical monitoring at the input and output on top. The horizontal motor vibration diagnostics run in parallel with two VSP003 units screwed onto the side of the motor. An inductive sensor IFC201 is attached to each of the two drive belts for speed detection. All collected data is sent to the VSE953 where it is processed. This VSE is certified to IP65 and can therefore be freely installed in the field.
It is not necessary to retrofit the existing control cabinet or to provide for an extra housing. The corresponding parameter set for vibration monitoring of the components is stored in the device. The VSE953 transmits the determined limit values to the moneo system.
Via moneo, the customer can clearly visualise all data on their computer in the office. They can also use the alarm function for limit violations.
![]()
Result
Condition monitoring for water recovery and environmental protection simply implemented and visualised with moneo RTM
Successful and easy implementation of condition monitoring with a high potential for improvement of processes and machines to ensure compliance with the wastewater directives.
Anomalies, imbalances and defects are detected early, thus preventing expensive stoppage and consequential costs.
In this innovative organisation of maintenance, moneo RTM provides support by means of the alarm and ticket management functions as well as the clear and concise visualisation of all relevant parameters in the dashboard. This can be viewed in the machine operator's workstation in the office.
System structure

- Vibration sensor on the drive
- Speed sensors
- Vibration sensor on the centrifuge
- Diagnostic electronics
Dashboard
Get the big picture on the moneo dashboard.
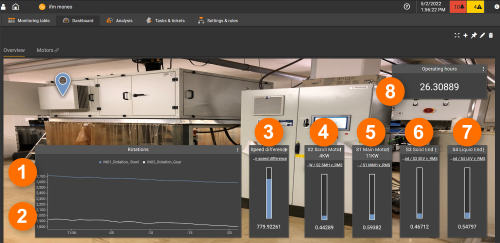
- Decanter drum speed
- Decanter screw speed
- Calculated difference in speed between drum and screw
- v_RMS motor for decanter screw
- v_RMS motor for decanter drum
- v_RMS bearing on solid side
- v_RMS bearing on liquid side
Analysis
In the analysis, the user can access historical data and compare different process values. The diagram shows the vibration values of the bearing on the liquid side.
Here, the difference between the operating statuses ON ① and OFF ② can be seen clearly. In case of developing bearing damage, for example, the trend and presumed beginning of the damage development can be deduced from the recorded data.
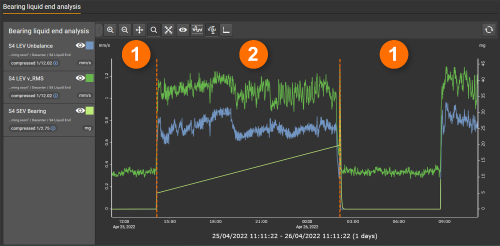
- Decanter centrifuge out of operation
- Decanter centrifuge in operation
Settings & rules: Manage thresholds
Static thresholds
The limit values for the evaluation of the decanter centrifuge are stored in the parameter data set on the VSE953. If one of the limit values is exceeded, the VSE reports this to moneo.

- Monitored data source
- Trigger event of the VSE
Ticket processing rules
As soon as the VSE signals moneo that a defined limit value has been exceeded or not reached, a ticket will be created for the corresponding process value. This can be taken over and processed by the responsible employee. Via the comment function, implemented measures and descriptions of solutions can be documented immediately.
The following notification options are available:
- Email notification
- SAP integration
Calculated values
In addition to the speed values of the two drive motors, moneo also detects the difference between these two speeds. This value can be determined quickly and easily by using the calculated values.
Speed difference = decanter drum speed - decanter screw speed
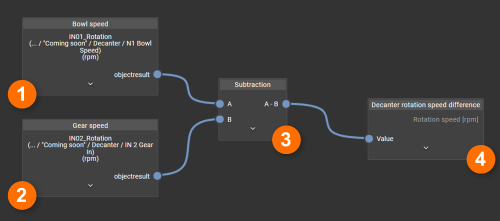
Dataflow Modeler
- Decanter drum speed
- Decanter screw speed
- Subtraction
- Speed difference
The operating hours of the decanter are calculated in another flow. This is based on the template for hourmeters in moneo. Since there are two speed values for this application, both speed values are taken into consideration by the hourmeter.
Operating hours ++ = (decanter drum speed > 100) && (decanter screw speed > 100)
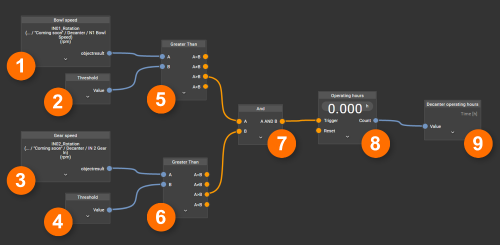
- Decanter drum speed
- Limit value of decanter drum speed
- Decanter screw speed
- Limit value of decanter screw speed
- Decanter drum speed greater than threshold
- Decanter screw speed greater than threshold
- Both speeds greater than thresholds
- Counter
- Infopoint operating hours


