- moneo: piattaforma IIoT
- Use cases
Ottimizzazione della manutenzione di parti soggette ad usura nel controllo finale con moneo RTM
Passaggio da una strategia di manutenzione verso una manutenzione condizionale presso ifm prover gmbh
La qualità del prodotto è un importante fattore di successo per ifm. Per garantire la qualità, ifm prover esegue un controllo finale dei sensori di pressione in diverse postazioni di lavoro. Per questo vengono utilizzate diverse attrezzature. Alcune di queste apparecchiature si collegano ai sensori di pressione da testare tramite un connettore M12. A causa dell'attrito costante durante il collegamento dei sensori, il connettore è soggetto a usura. Questo rende necessaria una regolare sostituzione dell’attrezzatura.
![]()
Situazione iniziale
Nel caso dell’attrezzatura utilizzata, i connettori M12 venivano sostituiti a scadenze fisse, quindi troppo presto o troppo tardi. La quantità prodotta effettiva non veniva presa in considerazione. Il malfunzionamento delle attrezzature ha causato un aumento dei costi dovuti a fermi del processo non pianificati. Non sono state effettuate ulteriori analisi.
![]()
Obiettivo del progetto
Attuare una nuova strategia di manutenzione passando da una sostituzione delle parti usurate basata sul tempo a una basata sulla condizione, a seguito di una misurazione delle quantità prodotte. Per questo, è necessario rilevare i sollevamenti e le chiusure tramite sensori di posizione. Se viene raggiunto un valore di soglia, deve essere generata un'informazione corrispondente (allarme) in modo che l'attrezzatura possa essere sostituita in tempo.
![]()
Realizzazione
Utilizzando la struttura IT esistente, moneo è stato installato su un server centrale di ifm prover gmbh ed è stato attivato il modulo moneo RTM.
La centralina diagnostica VSE101 è stata selezionata come componente adatto dall'ampia gamma di prodotti ifm per l’automazione.
I sensori di posizione e i sensori induttivi sono stati utilizzati per rilevare le lavorazioni. I cicli vengono rilevati dai sensori di posizione. Sulla pressa manuale a leva, un sensore induttivo rileva la posizione della leva mentre un altro rileva la posizione della copertura protettiva. I valori di processo forniti da entrambi i sensori permettono di trarre conclusioni sulle quantità prodotte di sensori di aria compressa nelle stazioni di lavoro.
![]()
Risultato
Vantaggi di un monitoraggio delle quantità prodotte con moneo RTM
Il passaggio da una manutenzione basata sul tempo ad una basata sulla quantità prodotta (time based to quantity based maintenance) è stato implementato con successo. È stato possibile ottimizzare l'intero processo. L'attrezzatura viene sostituita solo se necessario per via dell'usura. Questo ha avuto un impatto positivo sull'utilizzo delle risorse nella manutenzione e sulla qualità del prodotto, poiché il controllo è stato effettuato con attrezzature completamente funzionanti. In questo modo, si possono evitare gli scarti, utilizzare meglio le risorse e ottimizzare i costi.
![]()
Conclusioni
Le caratteristiche e le prestazioni di moneo RTM garantiscono un valore aggiunto nel monitoraggio delle quantità lavorate:
- Conversione dei valori dei sensori in informazioni rilevanti del processo grazie alla modellazione dei dati: calculated values
- Visualizzazione completa di tutti i sensori nel processo attraverso la funzione Dashboard personalizzata
- Informazioni dettagliate sullo stato dei fluidi grazie al rilevamento dei valori dei sensori
- Risposta rapida al cambiamento dei parametri di processo grazie alla gestione integrata degli allarmi
- Sostituzione dei filtri in base alla necessità grazie ad un'analisi mirata dei dati storici e quindi riduzione del consumo di risorse
- Identificazione del superamento del valore limite per eccesso o per difetto
Struttura del sistema con VSE
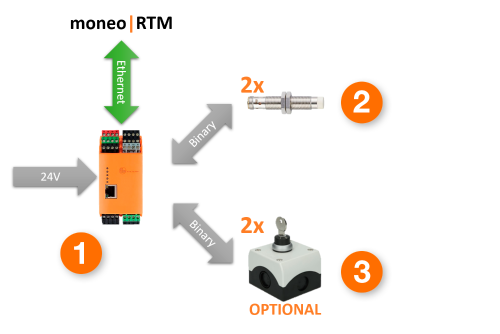
- Centralina diagnostica per sensori di vibrazioni
- Sensore induttivo
- Pulsante per il reset del contatore
Dashboard
I processi di tutti i sensori collegati possono essere visualizzati in moneo RTM Dashboard. La dashboard fornisce all'utente una panoramica di tutti i valori di processo rilevanti per questo impianto.
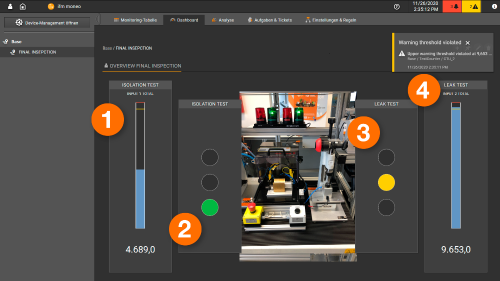
- Valore attuale del contatore (test di isolamento)
- Visualizzazione a semaforo della soglia di avviso e di allarme (test di isolamento)
- Visualizzazione a semaforo della soglia di avviso e di allarme (prova di tenuta)
- Valore attuale del contatore (prova di tenuta)
Tasks & Tickets Gestire i valori soglia
In questa applicazione, moneo RTM viene utilizzato per definire un valore di soglia individuale per ogni valore di processo. Quando questo viene raggiunto, il personale di manutenzione viene informato automaticamente via e-mail in modo da essere pianificato in tempo utile.
È possibile anche definire una soglia di avviso. Una volta raggiunta la soglia, il personale viene di nuovo informato automaticamente via e-mail dell'imminente sostituzione. Ora è necessario sostituire le parti.
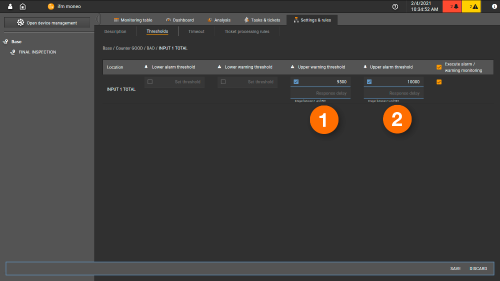
- Soglia per il limite di avviso
- Soglia per il limite di allarme
Gestire le regole di elaborazione ticket
La procedura guidata per le regole di elaborazione dei ticket consente di definire, in modo semplice, quali misure devono essere avviate in caso di avvisi e allarmi. In questa applicazione, un gruppo di destinatari del dipartimento di manutenzione viene informato via e-mail qualora venga raggiunta la soglia di avviso.
Se viene raggiunta la soglia di allarme, le persone responsabili della produzione vengono informate tramite una regola aggiuntiva.
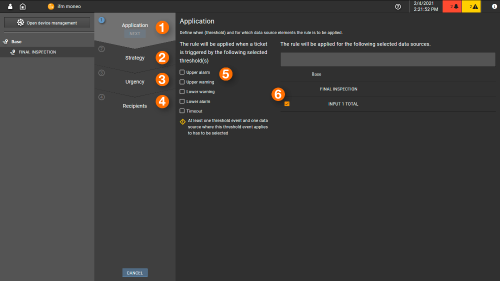
- Definizione delle soglie (5) e delle origini dati (6)
- Definisce quale regola viene applicata
- Definisce la priorità dell’avviso o dell’allarme
- Definisce il gruppo di destinatari dell’e-mail
- Definizione dei valori di soglia rilevanti
- Definizione delle origini dati corrispondenti
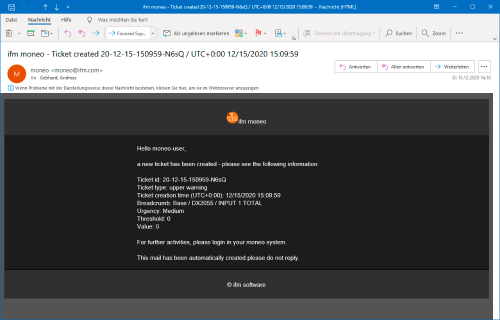
L'e-mail generata da moneo contiene già le informazioni del ticket:
- Origine dati interessata
- Valore superato per difetto o per eccesso
- Priorità del ticket
- Timestamp


